
激光谐振腔稳定性判定:g1g2判据与激光技术核心性能的关键支撑
从商超条码扫描的激光识别设备,到工业生产中的厚板切割系统,再到医疗领域的微创治疗仪器,激光技术已广泛渗透于现代社会生产生活及科研创新的诸多领域。此类精准高效的激光应用,均以激光器谐振腔的稳定运行为核心前提——谐振腔稳定则激光输出光斑均匀、能量集中,失稳则导致光束发散、功率衰减,甚至无法形成有效激光输出。在光学工程领域,g1g2稳定判据作为谐振腔稳定性判定的核心方法,为激光系统设计提供了简洁高效的量化依据。
一、谐振腔稳定的本质:腔内光线的约束机制
谐振腔的基本结构由两个相对设置的反射镜(镜1、镜2)及两镜间的腔长L构成。激光的形成依赖于光线在两反射镜之间的多次反射、振荡放大过程。谐振腔的稳定性本质,是指光线经腔内多次反射后,能否持续被约束在腔体内而不逸出——若光线可保持周期性往返轨迹,未出现持续偏离腔轴线的现象,则谐振腔处于稳定状态;反之则为不稳定状态。
为实现稳定性的量化判定,需引入两个核心参数(g1、g2),其定义完全基于谐振腔的结构参数,具体表达式如下:
镜1的g参数:g₁=1L/R₁(其中R₁为镜1的曲率半径)
镜2的g参数:g₂=1L/R₂(其中R₂为镜2的曲率半径)
曲率半径的符号约定是参数计算的关键,具体规则为:
凹面镜(光线聚焦于腔内):曲率半径R取正值
凸面镜(光线发散于腔外):曲率半径R取负值
平面镜(无曲率特性,光线沿直线传播):曲率半径R视为无穷大,对应g参数值为1
明确上述定义与约定后,即可通过简单计算完成g参数的求解,为稳定性判定奠定基础。
二、核心判定标准:0≤g1g2≤1的物理内涵与应用
基于g1、g2参数的定义,谐振腔稳定性的核心判据可简化为不等式:**0≤g1g2≤1**。该判据蕴含明确的物理逻辑,其适用规则如下:
1.当g1g2的乘积处于[0,1]区间内时,腔内光线将形成周期性闭合振荡轨迹,能量损耗维持在较低水平,谐振腔处于稳定状态;
2.当g1g2的乘积小于0或大于1时,光线会持续偏离腔轴线,最终逸出腔体,谐振腔处于不稳定状态;
3.当g1g2=0或g1g2=1时,谐振腔处于临界稳定状态,即稳定与不稳定的边界区域,其运行特性对结构参数与环境条件具有极高敏感性。
结合常见谐振腔类型的实例分析,可进一步明晰判据的应用逻辑:
共焦谐振腔(两凹面镜焦点重合):设R₁=R₂=2L,代入参数得g₁=1L/(2L)=0.5,g₂=0.5,g1g2=0.25,乘积处于[0,1]区间,属于稳定腔;
平面平面腔(两反射镜均为平面):g₁=g₂=1,g1g2=1,属于临界稳定腔,其运行对镜面平行度要求严苛,微小偏差即可能导致失稳;
超长平凹腔(设R₁=1m,L=1.2m,镜2为平面):计算得g₁=11.2/1=0.2,g₂=1,g1g2=0.2,乘积小于0,属于不稳定腔,光线易快速逸出。
三、不同稳定状态的输出特性及应用场景
谐振腔的稳定状态直接决定激光输出特性,不同状态对应差异化的应用场景,具体如下:
1.稳定腔(0
医疗领域:激光祛斑、屈光矫正等微创手术,需精准作用于目标组织,避免光斑不均引发的额外损伤;
精密测量:激光雷达、光学测距等设备,依赖纯净的光束模式保障测量精度与数据可靠性。
其局限性在于输出功率提升空间受限,难以满足大功率应用需求。
2.临界稳定腔(g1g2=0或g1g2=1):特殊精度需求场景
临界稳定腔虽可实现稳定运行,但对结构精度与环境稳定性要求极高,容错率较低。例如,凹面平面腔中若凹面镜曲率半径R₁=L(即g₁=0),则g1g2=0,激光输出模式将发生特定变化,适用于对光束发散角有特殊要求的场景(如部分激光打标设备)。由于其对安装精度、温度变化等因素敏感,应用场景相对局限。
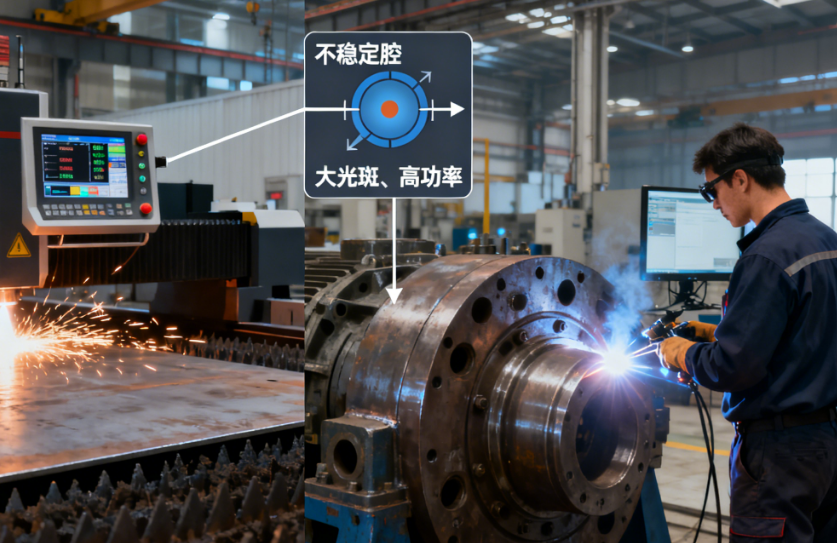
3.不稳定腔(g1g2<0或g1g2>1):大功率需求场景
不稳定腔的光线易逸出,能量损耗相对较高,但具备独特的“放大效应”。通过合理设计结构参数,可实现大光斑、高功率激光输出,且光束发散角可精准调控,适用于对功率要求严苛的工业应用:
工业切割:厚钢板、碳纤维等高强度材料的高速切割,需高功率激光突破材料加工阈值;
重型焊接:大型机械部件的焊接工艺,依赖大功率激光保证焊缝强度与成型质量。
需注意的是,不稳定腔需配套光阑等辅助元件筛选有效光束,以保障输出激光的实用性。
四、工程应用价值:激光系统设计的量化工具
g1g2稳定判据的核心价值在于其工程实用性,为激光系统设计提供了高效便捷的量化依据,无需开展复杂的光学仿真运算即可完成参数优化:
针对高功率输出需求(如激光焊接):可选择g1g2略小于1的稳定腔方案,在保证稳定性的前提下最大化输出功率;
针对小发散角需求(如激光雷达):可在临界稳定区域优化结构参数,兼顾光束精度与系统容错率;
针对超大功率需求(如工业厚板切割):可直接采用不稳定腔设计,通过配套元件筛选光束,满足大功率加工要求。
从理论推导到工程实践,g1g2判据构建了谐振腔稳定性判定的标准化路径,将复杂的光学传输问题转化为简洁的参数计算,实现了稳定性判定从模糊定性到精准量化的转变。这一判据不仅为激光系统的高效设计提供了技术支撑,更推动了激光技术在医疗、工业、科研等多领域的深度应用与持续创新。
综上,谐振腔稳定性判定的核心为g1g2判据,其核心逻辑为:基于反射镜曲率半径的符号约定,计算g₁=1L/R₁与g₂=1L/R₂的数值,通过判定两者乘积是否处于[0,1]区间,即可完成稳定性判定。该判据的应用,不仅揭示了激光输出特性差异的本质,更构建了激光系统“按需设计”的底层逻辑,为激光技术的持续发展与应用拓展提供了关键支撑。
-

光学塑料透镜的精密检测:手机、车载与AR镜头中的特殊挑战
非球面塑料透镜已从"低成本替代方案"升级为智能手机、车载摄像头和AR眼镜中的核心光学元件。一片手机镜头模组中可能包含6~8片塑料非球面透镜,年出货量数百亿片。但塑料光学元件的检测方法与玻璃元件存在本质差异——塑料的低折射率和不稳定性、注塑成型的非球面面形误差模式、以及量产场景下的全检需求,都对检测设备提出了不同于传统玻璃光学的特殊要求。本文从材料特性、面形检测和产线全检三个维度,探讨塑料光学元件检测的技术挑战和解决方案。
2026-07-10
-
OptiSurf® 非接触测厚仪 — 一次扫描,量透透镜每一层厚度与间距
做光学设计的人都知道一个常识:透镜的中心厚度和镜片间的空气间隔,是影响系统成像质量的基础参数。厚度偏差 5μm,对焦距的偏移可能就是 0.1%;空气间隔偏差 10μm,MTF 在特定视场掉几个百分点——这些数字在公差分析表里都写得清清楚楚。
2026-07-10
-

光学冷加工全流程:从毛坯到精密镜片的制造工艺
一片直径50mm的精密球面透镜,从一块粗糙的玻璃毛坯到面形精度λ/10、表面粗糙度Ra<1nm的成品,需要经历十余道工序。每一道工序都有特定的设备、工艺参数和检测标准,任何环节的失控都会在最终元件上留下不可逆的缺陷。本文系统梳理光学冷加工从铣磨、精磨、抛光到定心磨边的完整工艺流程,为光学制造从业者提供⼀份全景式的工艺参考。
2026-07-09
-

OptiCentric® IR — 红外镜头定心装调:从 3.39μm 到 10.5μm,让红外光学"对得齐、装得稳"
红外镜头、夜视系统、热成像模组……这些设备里跑的,可能是 3μm、5μm,甚至 10μm 量级的光波。面对这种波段,常规可见光定心仪压根看不到信号——镜片要么把光吃掉了,要么把光反射走了,自准直仪的 CCD 上只剩一片漆黑。OptiCentric® IR 红外偏心仪就是为了解决"看不见"这个根本问题而生的。
2026-07-09
-

精密光学装配技术:从单透镜到系统的装调方法与精度控制
一片面形精度λ/20、偏心<0.2μm的完美透镜,装入镜筒后,如果装配误差为5μm——系统MTF劣化可能超过自身光学设计的允差。精密光学装配不是简单的"把镜片放进去拧紧",而是一项以微米为单位的系统工程。本文从装调基准选择、胶合/压装/螺纹装配三种方式、以及装调过程中的在线检测三个维度,系统介绍精密光学的装配技术。
2026-07-09







