
什么是机械定心法,机械定心法的原理、系数和精度分析
机械法定心是一种精密的工艺,能保证透镜在固定过程中的稳定性和精确性。在实际操作中,定心过程需要非常细致和耐心的调整。技术操作人员必须不断地监测透镜的位置,通过精密的测量仪器来确保力的平衡。从而透镜的稳定性和光学性能将得到显著提升,从而使得整个光学系统的性能达到设计要求。下面一起来看看具体的原理吧!
一、机械定心法原理
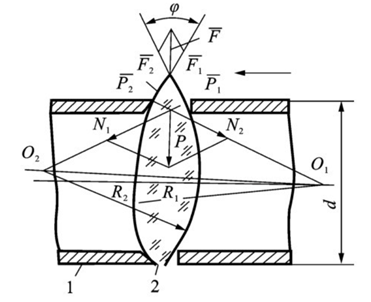
机械法定心是将透镜放在一对同轴精度高、端面精确垂直于轴线的接头之间,利用弹簧压力夹紧透镜,根据力的平衡来实现定心。一个接头可以转动,另一个既能转动又能沿轴向移动。当透镜光轴与机床主轴尚未重合时,如图所示,假设接头与透镜接触后,则接头施加给透镜压力N,方向垂直于透镜表面。压力N可分解为垂直于接头端面的夹紧力F和垂直于轴线的定心力P。定心力P将克服透镜与接头之间的摩擦力,使透镜沿垂直于轴线方向移动,夹紧力F将推动透镜沿轴线方向移动。当透镜光轴与机床主轴重合时,定心力就达到平衡,即完成定心。
二、机械定心法的系数
不是所有的透镜都能采用机械方法定心,因此,光学镜片在定心之前,可计算定心系数K值来判断加工的难易度,作为设计工艺与夹具的参考。
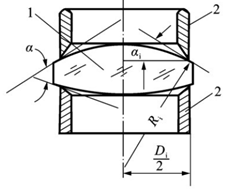
从上图可以看出,定心力的大小与接头和透镜之间的压力的大小和方向有关。压力的大小是由弹簧力决定的,而方向是由透镜的定心角(夹紧角)决定,定心角是指在接头轴线平面内,透镜与接头接触点的切线间的夹角α。设接头和透镜之间的定心角为αi,接头的直径为Di,透镜非黏结面的曲率半径为Ri,则定心角的正切值为
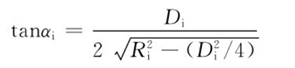
通过一系列计算可得机械法定心系数K为

假设摩擦系数μ=0.15,则上式计算得出的K≥0.15,说明定心角α=17°30′,则定心可行;若0.1<K<0.15,则相当于定心角为12°<α<17°30′,定心效果差;若K<0.1,相当于α<12°,则不能定心。
三、影响机械法定心精度的因素
1)机床主轴径向跳动
机床主轴径向跳动直接会造成透镜基准轴的位置变化,因此,机床使用前一定要校正主轴跳动,使其径向跳动小于定心精度。
2)接头
机械法定心的关键是定心接头的精度和质量,要防止接头表面划伤抛光表面,并能保证定心后的中心误差精度,因此,对接头提出如下要求:
(a)接头轴与机床回转轴的重合精度应高于定心精度。
(b)接头端面应与几何轴线精确垂直。
(c)接头端面应光滑,不能擦伤透镜抛光表面,表面粗糙度应达到*Ra*0.16。
(d)接头外径比透镜完工外径小0.15~0.30mm。
(e)接头材料通常选用黄铜或钢。
以上就是机械定心法的原理、系数和精度分析,如果您还有更多关于定心车的内容,请持续关注欧光科技。
-

光学检测中的合格判定规则:测量不确定度框架下的ISO 14253-1应用
干涉仪报告显示面形RMS=0.065λ,图纸公差要求≤λ/15(即0.067λ)。表面上看——"0.065<0.067,合格!"——这个判定正确吗?不完全。如果干涉仪的测量不确定度U=±0.010λ(k=2,95%置信),则面形真值的95%置信区间为(0.055λ, 0.075λ)——这个区间跨越了0.067λ的合格线。按照ISO 14253-1的合格判定规则,结论应该是"不确定",而非"合格"。在ISO 17025校准和供应商质量争议中,不理解这个判定规则的成本是巨大的。本文从ISO 14253-1的基本框架出发,介绍测量不确定度在光学检测中如何改变"合格/不合格"的判定逻辑。
2026-08-03
-
非球面面形图的残差分析:从宏观PV到中频误差的进阶解读
干涉仪给出面形图——PV=0.12μm,RMS=0.015μm。一位工程师看了后说:"PV虽然看起来大,但主要是低频的"类球面残差",RMS很干净,没问题。"另一位说:"中频误差(波纹)看起来有点高,高速成像时可能会有对比度损失。"两个人都看的是同一张面形图,为什么得出不同的结论?因为他们解读的不是同一个"残差成分"。面形图不是一整块信息——它的空间频率成分(低频、中频、高频)对成像的影响有本质差异。本文介绍如何从空间频率的角度"拆解"面形图,提取不同频段的信息,做出更精准的质量判断。
2026-08-03
-

【产品应用】Pancake透镜量产的微米之战:OptiCentric PRO Module拆解
2026年6月22日,TRIOPTICS在其官网发布了一条新闻——OptiCentric PRO Module,专为VR头显中Pancake透镜的高产量生产设计的主动对准模块。
2026-08-03
-

中心偏差测量仪的隐形核心:为什么转台精度决定偏心测量的可信度
在评估中心偏差测量仪的性能时,多数人会优先关注测量头配置、软件算法、图像识别能力与最终报告输出,却常常忽略设备中一个决定测量基准的核心部件——高精度空气轴承转台。作为整套测量系统的机械旋转基准,转台的回转精度直接影响最终偏心测量结果的真实性与可靠性
2026-07-31
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30







