
光学定心装调技术中的点胶校像与定心取边装配工艺全解析
光学定心装调是决定光学系统成像质量、光轴一致性与环境可靠性的核心工序,直接影响高精度镜头、显微物镜、红外光学系统、航空摄影镜头的最终性能。本文系统梳理光学定心装配的基础逻辑,对比传统盲装工艺的局限,并对当前行业主流的两种可控定心装配技术——点胶校像定心装配与定心取边装配进行全维度解析,为光学设计与装调从业人员提供工艺选型与操作参考。

一、光学定心装配的核心前提:加工精度是装调的基础
光学定心装配的本质是通过调整实现镜片光轴与镜筒机械轴的高精度共轴,而非修正光学加工的缺陷,其精度上限由镜片本身的加工质量决定:
1.普通球面镜片理论上可通过定心装配校正偏心,达到设计要求,但光学加工剩余偏心量过大的镜片无法通过装调校正;
2.同心球镜片、非球面镜片的最终装配中心偏精度,完全取决于镜片自身的加工精度:同心球镜片光轴与机械轴易出现垂直偏差,非球面仅存在唯一确定的光轴,均无法通过装调弥补加工误差。
二、传统不可控定心装配(盲装)的原理与局限
传统光学装配多采用不可控的盲装工艺,即直接将加工完成的镜片、隔圈依次装入镜筒,最终通过压圈固定,该工艺仅适用于低精度光学系统,存在显著的固有局限:
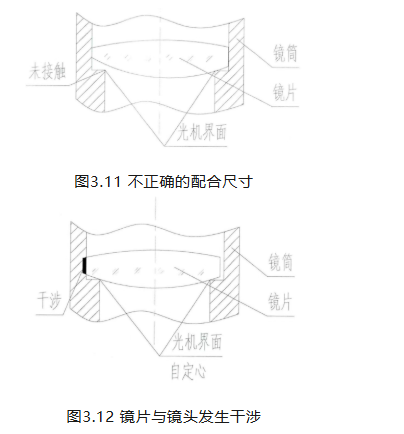
1.自定心认知误区:行业普遍认为镜片与压圈尖角界面接触可实现自定心,但实际生产中,若镜片外缘与镜筒配合间隙过小,镜片无自定心调整空间;若间隙设计过大,则会出现镜片边缘与镜筒内壁干涉,无法实现有效自定心。
2.公差要求矛盾:盲装依赖镜片外缘与镜筒内壁的公差配合保证位置精度,设计阶段需预留宽松的装配公差,本质是以牺牲光学性能为代价降低装配难度。
3.有效自定心的设计要求:若要通过尖角界面实现自定心,需为镜片外缘与镜筒内壁预留足够配合余量,同时保证隔圈与镜筒内壁的高配合精度,才能实现镜片两个光学表面的同步自定心。
三、可控定心装配核心工艺详解
可控定心装配是当前高精度光学系统的主流装调方案,核心逻辑是在中心偏测量仪的实时监视下,对每一片镜片的二维平移与二维旋转进行精准调整,最终实现镜头整体光轴的最高直线度。目前行业应用最广泛的为点胶校像定心装配与定心取边装配两种工艺。
3.1点胶校像定心装配
点胶校像定心装配是当前精度最高的定心装调工艺,所有工序均以高精度回转平台为统一基准完成。
3.1.1工艺原理
以配备空气主轴或静压主轴的高精度回转平台为唯一装配基准,保证镜筒机械轴与回转平台转轴完全重合,在此基准下逐片调整镜片位置,实现镜片光轴与基准轴的共轴,最终通过胶粘完成固定。
3.1.2工艺优劣势
核心优势:
设备与加工条件达标时,装配精度为当前所有工艺最高;
成品高低温适应性优异,耐冲击性能强,适配航天、航空等极端环境应用场景。
核心劣势:
对装配设备、镜座与镜片的加工精度要求极高;
单镜头装配周期长,加工效率低,不适合量产场景;
仅适用于回转对称的共轴光学系统;
胶粘固定后几乎不可拆卸,装配失误无返工空间。
3.1.3标准装配流程
1.高精度镜筒加工:镜筒各镜片配合面的同轴度需达到1μm量级,推荐采用单刃金刚石切削(SPDT)工艺加工,保证各配合面的形位公差与回转台跳动量匹配。
2.镜筒与回转平台同轴校正:将镜筒装夹至回转平台,缓慢旋转平台,通过高精度指示器测量各配合面跳动量,调整镜筒位置使机械轴与回转台转轴完全重合后固定。
3.镜片对心调整:将镜片装入镜筒配合面,配合面采用超环面或相切面设计,通过四顶丝调整机构(非三顶丝)推动镜片沿配合面滑动,通过定心仪观测镜片上表面球心像的跳动量,直至跳动量降至最低(剩余跳动量与回转台跳动量一致,可达0.5μm量级)。
4.初步定位:采用快速固化胶粘剂对调整完成的镜片进行34点临时固定,避免永久固化过程中镜片位置偏移。
5.永久固定:拆除调整顶丝,在镜片边缘注入低应力高强度环氧树脂或RTV类硅橡胶,完成永久胶粘固定。
3.2定心取边装配
定心取边装配是量产高精度光学系统的首选工艺,采用“先粘胶固化、再定心车削、最后装配入筒”的流程,兼顾精度与效率。
3.2.1工艺原理
先将镜片粘接至粗加工的镜座内,待胶粘剂完全固化后,以镜片光轴为基准对镜座外缘与端面进行高精度车削,保证镜座机械轴与镜片光轴完全共轴,最终将标准化的镜座组件按顺序装入镜筒完成装配。
3.2.2工艺优劣势
核心优势:
加工效率极高,单台设备效率可达点胶校像工艺的10倍以上,批量生产场景优势尤为突出;
对装调设备的精度要求低于点胶校像工艺,量产成本更低;
定心精度远高于传统盲装,可达12μm量级;
成品耐冲击、耐高低温性能优异,可承受瞬间高加速度工况;
镜座组件可按需从镜筒中拆除,具备返工维修空间。
核心劣势:
最高装配精度略低于点胶校像定心装配。
3.2.3标准加工与装配流程
1.镜片批量粘接与固化:将镜片批量粘接至预留加工余量的粗加工镜座内,统一完成胶粘剂固化。该工序为工艺核心效率优势来源,批量越大,固化等待的时间成本越低。
2.定心取边车削:将粘接固化完成的镜片组件装夹至空气主轴转接座,通过双侧定心仪实时监控镜片光轴晃动量,调整组件位置使镜片光轴与空气主轴轴线完全重合,最终用车刀精加工镜座外缘与端面,切除工艺接口余量,得到光轴与机械轴完全共轴的标准化镜座组件。
3.镜筒总装:采用带注胶孔、排气孔与观察孔的专用镜筒,将加工完成的镜座组件按光学设计顺序装入镜筒,通过注胶孔注入双组分RTV类硅橡胶完成密封与固定。关键注意事项:镜筒与镜座的配合间隙极小,属于密闭空间,禁止使用单组分RTV硅橡胶,否则无法完全固化。
四、两种可控定心装配工艺选型对比表
| 对比维度 | 点胶校像定心装配 | 定心取边装配 |
|---|---|---|
| 最高装配精度 | 0.5μm 量级,行业最高 | 1-2μm 量级,优于传统盲装 |
| 设备投入要求 | 极高,需高精度回转台与配套检测设备 | 中等,对设备精度要求更低 |
| 加工效率 | 低,单镜头装配周期长 | 高,适合批量生产 |
| 适用系统类型 | 仅回转对称共轴光学系统 | 无特殊限制,适配绝大多数光学系统 |
| 可拆卸返工性 | 几乎不可拆卸,无返工空间 | 镜座可单独拆卸,支持返工维修 |
| 环境可靠性 | 优异,适配极端工况 | 优异,满足工业与军工级要求 |
| 核心适用场景 | 小批量高端定制镜头、光刻物镜、航天航空光学系统 | 量产型显微物镜、红外镜头、工业镜头、民用光学系统 |
五、总结与应用建议
光学定心装调是光学系统制造的核心环节,工艺选型需结合产品精度要求、生产批量与成本预算综合判断:
对于精度要求极高、生产批量小、环境可靠性要求严苛的高端光学系统,优先选择点胶校像定心装配工艺;
对于精度要求较高、批量生产的民用与工业光学系统,定心取边装配是兼顾性能、效率与成本的最优方案。
无论采用何种工艺,镜片本身的光学加工精度都是定心装调的基础,只有在设计、加工、装调全流程实现精度管控,才能最终实现光学系统的设计性能。
-
近轴光学:光学系统优化的基准与原点
当我们用严谨的光路追迹公式还原宽光束的真实传播路径,总会直面一个冰冷的现实:经过单个折射球面后,不同孔径角的光线无法汇聚于光轴的同一点。球差的存在,让完美成像成了现实里的难题。而近轴光学的诞生,恰似人类用数学为光学世界搭建起的一座理想国——它不直接解决现实的像差问题,却为所有光学设计指明了最终的航向,是整个光学系统优化不可或缺的基准与原点。
2026-07-02
-
光学图纸的语言进化:ISO 10110-6:2025新版标准与工程师日常
2025年5月,ISO 10110-6发布了第三版,距离上一版整整十年。这十年里,自由曲面从实验室走进产线,AR光波导从PPT变成产品——图纸上标注中心偏差的方式,也在悄悄变了。
2026-07-02
-

光学材料折射率精密测量:从V棱镜法到最小偏向角法的技术选择
折射率是光学设计的第一组输入参数——透镜的曲率半径、厚度、间隔,所有几何参数的计算都建立在准确的折射率数据之上。nd偏差0.001,经多片透镜累积放大后,系统焦点漂移可达数十微米。本文从工程选型角度,对比V棱镜法和最小偏向角法两种主流折射率测量方案的精度、适用条件和产线效率,帮助光学制造企业根据实际需求做出合理选择。
2026-07-01
-
球柱面透镜全解析:从柱镜原理到等效球镜计算
配镜时我们常听到“散光要加柱镜”的说法,单纯的近视与远视依靠球面透镜即可矫正,而散光的矫正则离不开柱面透镜与球柱面透镜。验光单上的柱镜度数、轴位、等效球镜等关键参数,都源于这类透镜的光学特性。本文从基础原理出发,系统梳理柱面与球柱面透镜的核心知识。
2026-07-01
-

光学面形检测方法对比:干涉仪、轮廓仪、夏克哈特曼——如何选择?
面形精度是光学元件最重要的质量指标之一。在光学车间里,面形检测设备的选择直接影响加工效率和良率。干涉仪、轮廓仪、夏克-哈特曼波前传感器——三种主流方法各有精度边界和适用场景。本文从精度、速度、适用面形和成本四个维度系统对比,帮助光学制造企业做出合理选择。
2026-07-01







