
超大数值孔径光刻机投影物镜波像差高精度检测技术研究
随着集成电路制造工艺进入7nm及以下节点,浸没式光刻机投影物镜的数值孔径已提升至1.35,传统基于标量成像模型的波像差检测技术已无法满足精度要求。本文提出一种基于空间像主成分分析的超大数值孔径光刻机投影物镜波像差检测方法,通过引入偏振光照明和矢量光刻成像模型,并充分考虑投影物镜的偏振像差,实现了对33项泽尼克像差(Z₅~Z₃₇)的高精度检测。仿真结果表明,该方法的综合检测精度优于0.85×10⁻³λ,较传统AMAIPCA方法提升6.87倍,为先进光刻设备的成像质量控制提供了关键技术支撑。
一、引言
光刻机是极大规模集成电路制造的核心装备,其成像精度直接决定了集成电路的最小线宽和集成度。投影物镜作为光刻机中最复杂、最精密的分系统,其光学性能尤其是波像差水平,对光刻机的成像对比度、分辨率和工艺窗口具有决定性影响。波像差的存在会导致光刻图形边缘模糊、线宽不均匀以及套刻误差增大,严重制约集成电路制造的良率和可靠性。
目前,国际主流的投影物镜波像差检测技术主要分为三类:基于光刻胶曝光的检测技术、基于瞳面测量的检测技术和基于空间像测量的检测技术。其中,基于空间像测量的技术因其检测速度快、成本低且可实现实时在线检测的优势,成为当前应用最广泛的技术路线。典型代表包括ASML公司的TAMIS技术、Nikon公司的Z37AIS技术以及本课题组于2011年提出的基于空间像主成分分析的AMAIPCA技术。
AMAIPCA技术通过同时利用空间像的位置偏移和形变特征构建线性检测模型,相比TAMIS和Z37AIS技术具有更高的检测灵敏度和精度。然而,该技术基于标量成像理论开发,仅适用于数值孔径小于0.93的干式光刻机。当数值孔径超过1.0时,光的矢量特性和偏振效应变得不可忽略,标量模型无法准确描述光刻成像过程,导致原AMAIPCA技术在超大数值孔径(NA≥1.35)浸没式光刻机中检测精度大幅下降。
针对上述问题,本文提出一种适用于超大数值孔径光刻机的矢量版AMAIPCA波像差检测方法。该方法采用Hopkins矢量部分相干成像理论,引入琼斯矩阵表征投影物镜的偏振像差,建立了更加精确的空间像光强分布与泽尼克系数之间的线性关系。通过PROLITH光刻仿真软件对方法性能进行了全面验证,并系统分析了偏振方式、照明模式和采样间隔对检测精度的影响。

二、核心技术原理
2.1矢量光刻成像模型
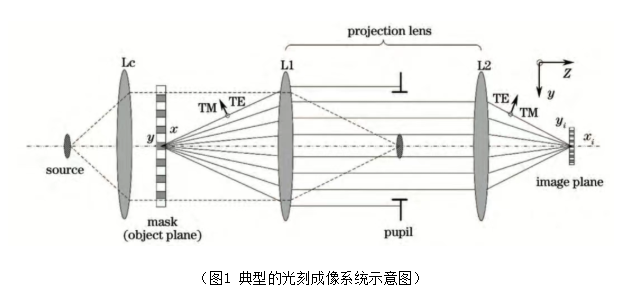
在超大数值孔径光刻系统中,光线以大角度入射到像面,光场的横向分量和纵向分量都对成像光强有显著贡献,因此必须采用矢量成像模型进行描述。本文基于Hopkins矢量部分相干成像理论,构建了包含偏振效应的光刻成像模型。
该模型通过3×2的传输矩阵M₀(f,g)描述光场从出射光瞳面到像面的映射关系,同时引入2×2的琼斯矩阵J_Jones(f,g)表征投影物镜光瞳上各点的偏振像差。琼斯矩阵的四个元素由泡利矩阵的复数系数a₀~a₃表示,其中a₀的幅值对应标量透射率,相位对应波像差;a₁~a₃的实部和虚部分别表示不同本征偏振态之间的衰减和相位延迟。
模型支持多种常见的光源强度分布,包括传统照明、环形照明、二级照明和四级照明,以及多种偏振状态,如X/Y方向线偏振、45°/135°方向线偏振、径向偏振和切向偏振,能够全面模拟实际光刻系统的照明条件。
2.2波像差提取方法
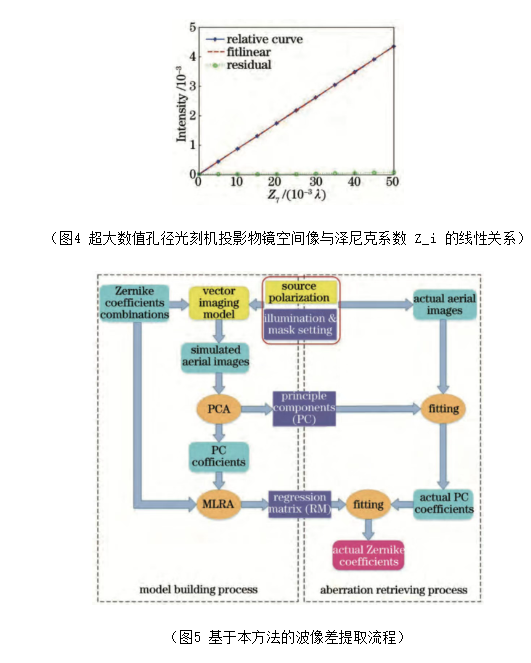
光刻机投影物镜的波像差通常采用一组相互正交的泽尼克多项式进行表征。本文首先验证了在±50×10⁻³λ的泽尼克系数幅值范围内,空间像光强分布与单项泽尼克系数之间存在严格的线性关系,为线性检测模型的建立奠定了理论基础。
基于空间像主成分分析的波像差提取过程分为建模阶段和像差提取阶段:
建模阶段:
1.采用BoxBehnkenDesign统计抽样方法生成33项泽尼克系数(Z₅~Z₃₇)的组合样本
2.随机生成符合实际范围的偏振像差,通过PROLITH软件仿真得到空间像集合
3.对空间像集合进行主成分分析,提取表征空间像形变特性的主成分和对应的主成分系数
4.采用最小二乘法拟合主成分系数与泽尼克系数之间的线性回归矩阵
像差提取阶段:
1.采集待测光刻机投影物镜的空间像光强分布
2.对采集到的空间像进行主成分分析,得到其主成分系数
3.将主成分系数代入预先建立的线性回归矩阵,计算得到33项泽尼克像差系数
三、仿真验证与结果分析
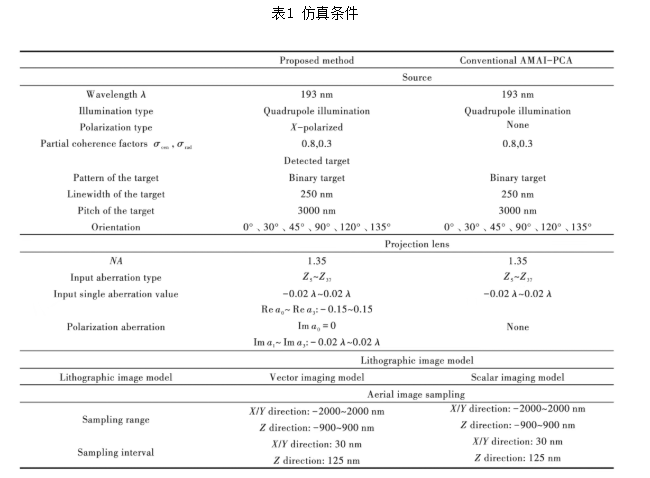
本文使用业界标准的PROLITH光刻仿真软件对所提方法的性能进行了全面评估。仿真条件设置为:曝光波长193nm,投影物镜数值孔径1.35,采用四级离轴照明(σ_cen=0.8,σ_rad=0.3),检测标记为6个不同方向取向的孤立空组合。
3.1与传统AMAIPCA方法的对比
为了验证所提方法的优越性,在相同仿真条件下与原标量版AMAIPCA方法进行了对比测试。随机生成20组单项幅值在0.02λ~0.02λ范围内的泽尼克系数作为测试样本,两种方法的检测结果如下表所示:
| 性能指标 | 矢量版 AMAI-PCA(所提方法) | 标量版 AMAI-PCA(原方法) | 精度提升倍数 |
|---|---|---|---|
| 最大平均误差 | 0.0236nm(Z₉三级球差) | 0.125nm | 5.3 倍 |
| 最大标准差 | 0.0484nm(三级像散) | 0.409nm | 8.4 倍 |
| 综合检测精度 | 0.164nm(<0.85×10⁻³λ) | 1.29nm | 6.87 倍 |
结果表明,所提方法通过引入矢量成像模型和偏振效应,显著提高了超大数值孔径下波像差的检测精度。原方法由于忽略了光的矢量特性,导致建模空间像与实际空间像存在较大偏差,最终检测精度无法满足先进光刻工艺的要求。
3.2不同偏振与照明方式的影响
本文进一步研究了不同偏振方式和照明模式对检测精度的影响。在偏振方式方面,X方向线偏振的检测效果最佳,综合精度为0.164nm;Y方向、径向和切向偏振的检测精度均优于0.174nm(<0.91×10⁻³λ),表明所提方法对多种偏振状态具有良好的适应性。
在照明模式方面,离轴照明的效果明显优于传统照明。其中,四级照明的综合精度最高(0.164nm),其次是二级照明(0.1696nm)和环形照明(0.2222nm),传统照明的精度最低(0.2962nm)。这是因为离轴照明能够提供更高的成像对比度和更丰富的空间频率信息,有利于提高波像差检测的灵敏度。
3.3采样间隔对检测精度的影响
空间像的采样间隔是影响检测精度和检测速度的重要参数。本文系统分析了轴向(Z)和横向(X/Y)采样间隔对检测精度的影响。结果表明:
轴向采样间隔在55nm~145nm范围内,检测精度均保持在0.18nm以下
横向采样间隔在10nm~80nm范围内,检测精度均保持在0.18nm以下
最佳采样组合为轴向125nm+横向30nm,此时检测精度达到0.1636nm
该结果为实际检测系统的硬件设计和参数设置提供了重要依据,能够在保证检测精度的前提下,最大限度地提高检测效率。
四、结论
本文针对超大数值孔径光刻机投影物镜波像差检测的难题,提出了一种基于空间像主成分分析的矢量检测方法。该方法的主要创新点和贡献如下:
1.首次将矢量光刻成像模型和偏振像差引入AMAIPCA技术,建立了适用于NA≥1.35浸没式光刻机的波像差检测模型
2.实现了对33项泽尼克像差(Z₅~Z₃₇)的高精度检测,综合精度优于0.85×10⁻³λ,较传统方法提升近7倍
3.系统研究了偏振方式、照明模式和采样间隔对检测精度的影响,确定了最优的检测参数组合
该方法具有检测速度快、精度高、适应性强等优点,能够满足先进光刻设备对投影物镜成像质量的实时在线检测需求。未来的研究工作将集中在实际检测系统的搭建与验证、更高阶像差的检测方法以及与其他量检测技术的融合等方面,进一步推动我国半导体光刻量检测技术的自主创新发展。
-
近轴光学:光学系统优化的基准与原点
当我们用严谨的光路追迹公式还原宽光束的真实传播路径,总会直面一个冰冷的现实:经过单个折射球面后,不同孔径角的光线无法汇聚于光轴的同一点。球差的存在,让完美成像成了现实里的难题。而近轴光学的诞生,恰似人类用数学为光学世界搭建起的一座理想国——它不直接解决现实的像差问题,却为所有光学设计指明了最终的航向,是整个光学系统优化不可或缺的基准与原点。
2026-07-02
-
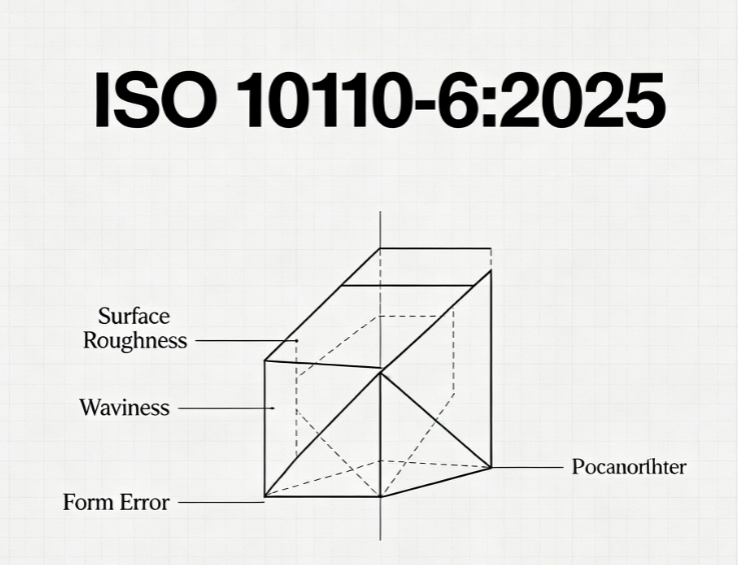
光学图纸的语言进化:ISO 10110-6:2025新版标准与工程师日常
2025年5月,ISO 10110-6发布了第三版,距离上一版整整十年。这十年里,自由曲面从实验室走进产线,AR光波导从PPT变成产品——图纸上标注中心偏差的方式,也在悄悄变了。
2026-07-02
-

光学材料折射率精密测量:从V棱镜法到最小偏向角法的技术选择
折射率是光学设计的第一组输入参数——透镜的曲率半径、厚度、间隔,所有几何参数的计算都建立在准确的折射率数据之上。nd偏差0.001,经多片透镜累积放大后,系统焦点漂移可达数十微米。本文从工程选型角度,对比V棱镜法和最小偏向角法两种主流折射率测量方案的精度、适用条件和产线效率,帮助光学制造企业根据实际需求做出合理选择。
2026-07-01
-
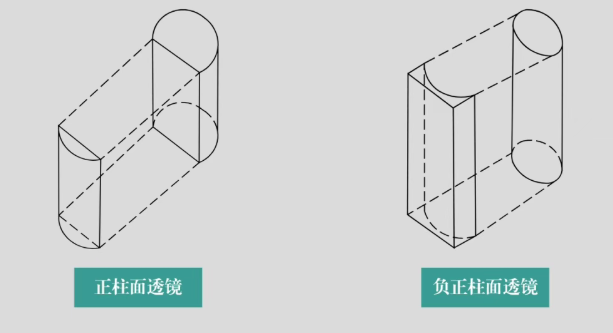
球柱面透镜全解析:从柱镜原理到等效球镜计算
配镜时我们常听到“散光要加柱镜”的说法,单纯的近视与远视依靠球面透镜即可矫正,而散光的矫正则离不开柱面透镜与球柱面透镜。验光单上的柱镜度数、轴位、等效球镜等关键参数,都源于这类透镜的光学特性。本文从基础原理出发,系统梳理柱面与球柱面透镜的核心知识。
2026-07-01
-

光学面形检测方法对比:干涉仪、轮廓仪、夏克哈特曼——如何选择?
面形精度是光学元件最重要的质量指标之一。在光学车间里,面形检测设备的选择直接影响加工效率和良率。干涉仪、轮廓仪、夏克-哈特曼波前传感器——三种主流方法各有精度边界和适用场景。本文从精度、速度、适用面形和成本四个维度系统对比,帮助光学制造企业做出合理选择。
2026-07-01







