
光学镜片表面划伤来源判断方法(包装vs包装前)
要准确区分光学镜片表面的划伤是包装过程中造成,还是包装前(加工环节)已存在,可从划伤形态、位置分布、伴随特征、工艺追溯及辅助检测五个核心维度综合判断,具体方法如下:

一、观察划伤的形态特征
包装引起的划伤:多由镜片与包装材料(塑料膜、纸袋、海绵垫等)相对滑动、摩擦导致。核心特征为:划伤较浅(深度通常<0.1μm)、呈细长状,方向随机但常与包装材料纹理(如纸袋折痕)一致;显微镜下观察,划伤边缘平滑,无明显“铲起”或“崩边”现象。
包装前已存在的划伤:来源于研磨、抛光、清洗、镀膜前处理等加工工序。核心特征为:划伤深浅不一,部分较深可触及手感;显微镜下,旧划伤内部可能残留抛光粉、油污、灰尘等,或被镀膜层覆盖(划伤处可见与膜层颜色不同的干涉条纹);若为硬物划伤,边缘常伴有微小崩口或卷边。
二、分析划伤的位置与分布规律
包装引起的划伤:主要集中在镜片边缘区域,或与包装材料直接接触的凸起部位。多片叠放且中间有隔纸时,划伤可能集中在镜片中心环形区域(由隔纸褶皱摩擦产生);若包装袋内镜片相互碰撞,划伤位置随机,但单镜片划伤数量较多、无方向一致性。
包装前已存在的划伤:可出现在镜片任意部位(中心、边缘、倒角等),且具有工序关联性规律。如夹具划伤多分布在同一半径的圆弧上(对应夹具凸点);散落颗粒擦拭划伤多为弧形或C形(由无尘布单方向擦拭产生)。
三、检查伴随的污染物或镀膜状态
包装引起的划伤:划伤内部及周边较干净,无加工环节残留的颗粒、油污;若划伤发生在镀膜后且未穿透膜层,反射光下划伤处膜色与周边一致(仅为物理擦痕);若膜层被划破,暴露的基底仅会吸附空气中的水分、油脂,无加工残留物。
包装前已存在的划伤:按加工阶段可分为两类:
1.镀膜前划伤:镜片镀膜后,划伤会被膜层覆盖,显微镜下可见膜层跨越划伤处仍连续(表面凹凸不平),或划伤处膜色与周边存在差异(因膜层厚度变化);未镀膜镜片的划伤内,可找到抛光颗粒等前道工序残留。
2.镀膜后、包装前划伤:常见于最后一道清洗至检测环节,划伤内可能残留指印、手套印、检测台面灰尘;边缘偶见微小膜层剥落碎片,侧光照明下易识别。
四、追溯工艺与包装流程
通过流程追溯可快速定位划伤来源,核心方法有3种:
1.包装过程还原:查看包装作业指导书及实际操作,如人工转移镜片未使用专用镊子/吸盘,易产生方向一致的直线划伤(沿抽出方向);检查包装材料,廉价防静电袋内表面的硬质颗粒,会在运输振动中反复摩擦镜片产生划伤。
2.包装前检验记录:调取镀膜后、包装前的抽检记录(通常用强光或灯箱检查表面质量),若该阶段划伤极少,而包装后成品率骤降,则大概率是包装环节引入划伤。
3.留样对比实验:取同批次未包装合格镜片,用相同包装材料和方式包装,模拟运输振动(如摇床振动30分钟),拆开后若新产生的划伤与不良品形态一致,可确认划伤由包装引起。
五、辅助检测手段(可选)
若具备检测条件,可通过以下手段进一步精准判断:
1.原子力显微镜(AFM):测量划伤深度与底部粗糙度。包装划伤较浅(<0.1μm)、底部相对平滑;包装前划伤(如抛光划伤)底部常有周期性纹路或颗粒压痕。
2.能谱分析(EDS):分析划伤内部元素成分。若检测到铝、硅、氧等元素(与抛光粉、玻璃渣成分匹配),大概率为包装前残留;若仅检测到碳、氧,则多为后期吸附的有机物(包装环节引入)。
六、最终建议
最可靠的防控与判断方法,是建立“包装前终检”机制:镜片入袋前,用40倍显微镜100%检查表面,拍照留存关键区域;包装后再进行抽检,通过两次检测结果对比,可明确划伤责任归属。若已无法追溯,可结合上述形态、分布、伴随特征综合判定。
-
近轴光学:光学系统优化的基准与原点
当我们用严谨的光路追迹公式还原宽光束的真实传播路径,总会直面一个冰冷的现实:经过单个折射球面后,不同孔径角的光线无法汇聚于光轴的同一点。球差的存在,让完美成像成了现实里的难题。而近轴光学的诞生,恰似人类用数学为光学世界搭建起的一座理想国——它不直接解决现实的像差问题,却为所有光学设计指明了最终的航向,是整个光学系统优化不可或缺的基准与原点。
2026-07-02
-
光学图纸的语言进化:ISO 10110-6:2025新版标准与工程师日常
2025年5月,ISO 10110-6发布了第三版,距离上一版整整十年。这十年里,自由曲面从实验室走进产线,AR光波导从PPT变成产品——图纸上标注中心偏差的方式,也在悄悄变了。
2026-07-02
-

光学材料折射率精密测量:从V棱镜法到最小偏向角法的技术选择
折射率是光学设计的第一组输入参数——透镜的曲率半径、厚度、间隔,所有几何参数的计算都建立在准确的折射率数据之上。nd偏差0.001,经多片透镜累积放大后,系统焦点漂移可达数十微米。本文从工程选型角度,对比V棱镜法和最小偏向角法两种主流折射率测量方案的精度、适用条件和产线效率,帮助光学制造企业根据实际需求做出合理选择。
2026-07-01
-
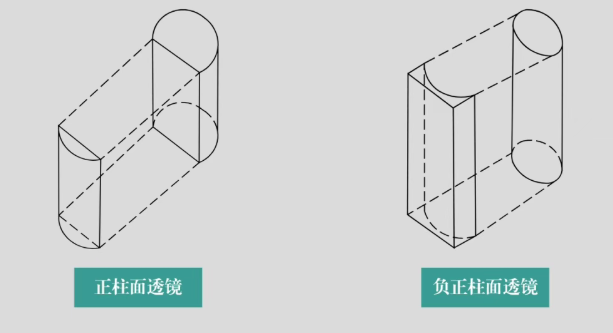
球柱面透镜全解析:从柱镜原理到等效球镜计算
配镜时我们常听到“散光要加柱镜”的说法,单纯的近视与远视依靠球面透镜即可矫正,而散光的矫正则离不开柱面透镜与球柱面透镜。验光单上的柱镜度数、轴位、等效球镜等关键参数,都源于这类透镜的光学特性。本文从基础原理出发,系统梳理柱面与球柱面透镜的核心知识。
2026-07-01
-

光学面形检测方法对比:干涉仪、轮廓仪、夏克哈特曼——如何选择?
面形精度是光学元件最重要的质量指标之一。在光学车间里,面形检测设备的选择直接影响加工效率和良率。干涉仪、轮廓仪、夏克-哈特曼波前传感器——三种主流方法各有精度边界和适用场景。本文从精度、速度、适用面形和成本四个维度系统对比,帮助光学制造企业做出合理选择。
2026-07-01







