
光学透镜加工出现颜色差异如何解?
光学透镜加工出现颜色差异,核心是加工过程中透镜表面的光学薄膜(增透膜/反射膜等)或基底材料表面发生了物理/化学变化,也可能是加工工艺参数偏差导致的膜层厚度、均匀性异常,需按“先定位差异成因→再针对性工艺调整→最后验证整改效果”的思路解决,以下是分场景的成因分析和具体解决方案,覆盖镀膜环节(最主要成因)、机械加工环节、清洁与后处理环节三大核心场景,兼顾量产和小批量加工的实操性:

一、核心成因:镀膜环节异常(90%以上颜色差异源于此)
光学透镜的外观颜色主要由表面镀膜的厚度、膜系结构、材料均匀性决定,增透膜(AR膜)、高反膜(HR膜)、分光膜等均会因镀膜参数偏差出现色偏,表现为同批次透镜颜色深浅不一、不同面颜色差异、批次间颜色不符,具体成因和解决方法如下:
1.膜层厚度偏差/均匀性差
成因:镀膜机的晶控/光控系统校准失准、靶材与基片间距不均、基片架自转/公转速度异常、真空腔室温度梯度大,导致膜层沉积厚度偏离设计值(增透膜厚度偏差仅几纳米就会出现明显色偏,如可见光区增透膜偏蓝/偏红)。
解决:①重新校准镀膜机的晶振片/光控探头,更换老化晶振,确保膜厚监测精度;②调整基片架的自转(1030r/min)和公转(15r/min)速度,优化靶材与基片的间距,保证腔室内基片各位置沉积速率一致;③预热腔室至设计温度并保温,消除温度梯度,对大尺寸透镜采用分区控温。
进阶:采用光谱椭偏仪检测实际膜厚,与设计值对比后,通过镀膜机的膜厚补偿功能修正沉积时间/功率。
2.靶材/镀膜材料问题
成因:靶材纯度不足(含杂质)、靶材表面氧化/烧蚀不均、蒸镀材料(如MgF₂、TiO₂、SiO₂)颗粒度不一致,导致沉积的膜层折射率偏离设计值,进而引发色偏。
解决:①更换高纯度镀膜材料(光学级≥99.99%),对靶材进行预溅射(清洗表面氧化层)后再正式镀膜;②靶材烧蚀面积超过1/3时及时更换,避免因靶材损耗导致沉积速率波动;③对蒸镀粉末进行过筛,去除大颗粒杂质,保证熔融/蒸发均匀。
3.真空腔室环境异常
成因:腔室内真空度不足(含残余水汽/氧气)、腔室壁有油污/粉尘,镀膜时膜层发生氧化或掺杂杂质,导致膜层光学性能异常,表现为透镜表面发雾、颜色发灰/发黄。
解决:①延长抽真空时间,确保腔室真空度达到设计要求(光学镀膜一般需≤5×10⁻⁴Pa),加装冷阱吸收残余水汽;②定期用酒精/丙酮擦拭腔室壁、基片架,镀膜前对基片进行等离子体清洗,去除表面吸附的杂质。
4.膜系设计与实际工艺不匹配
成因:设计的膜系(如多层增透膜)对沉积速率、温度的敏感度高,实际工艺无法满足设计精度,导致膜层叠加后的光学干涉效果偏离预期,出现色偏。
解决:①简化膜系设计(在满足光学要求的前提下),降低对工艺参数的敏感度;②对膜系进行工艺适配,通过小批量试镀,调整各层膜的沉积时间/功率,修正干涉效果。
二、次要成因:机械加工环节的表面损伤/应力
若透镜未镀膜时已出现颜色差异(如局部发蓝/发白),或镀膜后色偏与加工痕迹对应,需排查机械加工环节的问题,核心是基底表面的微损伤、应力变形导致的光散射/折射异常,表现为颜色随观察角度变化、局部色偏:
1.研磨/抛光工艺参数偏差
成因:研磨砂粒型号选错(如粗砂未清洗干净,导致表面残留划痕)、抛光液浓度不均、抛光垫硬度不合适,导致透镜表面粗糙度超标(Ra>0.02μm),微划痕对光产生散射,视觉上出现颜色差异;抛光压力过大,导致透镜表面产生应力变形,折射率局部变化。
解决:①严格按工艺要求更换研磨砂粒,研磨后用超声波清洗去除表面残留砂粒,抛光时控制抛光液浓度(如SiO₂抛光液浓度为10%20%),选择适配的抛光垫(如软质聚氨酯垫用于高精度抛光);②降低抛光压力(一般为0.10.3MPa),增加抛光时间,采用“轻压慢抛”减少表面应力,抛光后进行退火处理(玻璃透镜一般200300℃保温24h),释放内应力。
2.定心磨边时的夹持损伤
成因:磨边时夹具夹持力过大,导致透镜边缘出现微裂纹,或夹持面与透镜表面接触不良,导致局部磨损,边缘与中心的表面状态不一致,出现颜色差异。
解决:①更换软质夹具(如橡胶/尼龙夹具),降低夹持力,磨边时在夹具与透镜接触处涂抹润滑液,减少磨损;②磨边后对透镜边缘进行倒边抛光,去除微裂纹和毛刺,保证边缘与中心的表面粗糙度一致。
三、辅助成因:清洁与后处理环节的污染/氧化
加工过程中的表面污染、基底/膜层氧化会导致透镜表面出现杂色(如发黄、发灰),易被误认为是镀膜色偏,需排查后处理环节,表现为颜色均匀但整体偏离预期,或局部有污渍状色偏:
1.清洁不彻底,残留清洗剂/油污
成因:清洗时使用的清洗剂(如洗洁精、丙酮)未完全冲洗干净,残留的清洗剂在透镜表面形成薄膜,或加工过程中手接触透镜表面,留下指纹油污,对光产生反射/折射,出现颜色差异;镀膜后清洁时使用硬毛刷,划伤膜层,导致局部色偏。
解决:①采用“超声波清洗+纯水冲洗+热风干燥”的清洁流程,超声波清洗时间控制在510min,纯水冲洗至少3次,确保无清洗剂残留;②加工过程中佩戴无尘手套,避免手直接接触透镜光学面;镀膜后清洁使用软质无尘布,轻擦表面,避免划伤膜层。
2.膜层/基底材料氧化
成因:镀膜后透镜未及时封装,暴露在空气中(尤其是高湿度环境,RH>60%),膜层中的金属氧化物(如TiO₂、ZrO₂)吸潮氧化,或玻璃基底表面的碱金属离子析出,导致表面发黄;部分金属膜(如铝膜、银膜)未做钝化处理,快速氧化发黑。
解决:①镀膜后立即将透镜放入干燥箱(RH<40%),采用真空包装封装,避免长时间暴露在空气中;②对金属膜进行钝化处理(如铝膜镀后蒸镀一层SiO₂保护膜),防止氧化;对玻璃透镜,加工后进行化学钢化处理,封闭表面的微孔隙,减少碱金属离子析出。
四、颜色差异的检测与验证方法(关键步骤)
解决问题前需先准确定位成因,解决后需验证整改效果,推荐以下实操性检测方法,兼顾实验室和生产现场:
1.外观目视检测:在标准白光光源(如D65光源)下,从不同角度(0°、45°、90°)观察透镜,记录色偏位置、颜色类型(偏蓝/红/黄),判断是整体色偏还是局部色偏(局部色偏多为加工/清洁问题,整体色偏多为镀膜问题)。
2.光谱检测:用分光光度计检测透镜的透射率/反射率,与设计标准光谱对比,若光谱曲线整体偏移,说明膜厚偏差;若局部光谱异常,说明表面有损伤/污染。
3.膜厚检测:用光谱椭偏仪/台阶仪检测膜层厚度和均匀性,判断是否符合设计值,台阶仪可检测膜层的厚度差,精度达纳米级。
4.表面粗糙度检测:用原子力显微镜(AFM)/激光干涉仪检测透镜表面粗糙度,判断是否因加工导致微损伤。
5.小批量试镀/试加工:针对定位的成因,进行小批量(510片)试镀/试加工,验证工艺调整的效果,再进行量产。
五、量产过程中的预防措施(避免颜色差异反复)
1.工艺标准化:制定详细的镀膜、加工、清洁工艺文件,明确各环节的参数(如镀膜温度、抛光压力、清洗时间),要求操作人员严格执行,禁止随意调整。
2.设备定期校准:每周校准镀膜机的晶控/光控系统、研磨抛光机的压力/速度,每月维护真空腔室、超声波清洗机,确保设备精度。
3.来料检验:对镀膜材料、研磨砂粒、抛光液等原材料进行来料检验,确保纯度、规格符合要求,杜绝不合格原材料投入生产。
4.过程抽检:量产过程中,每批次抽取5%10%的透镜进行外观、光谱检测,及时发现色偏问题,避免不合格品流出。
5.环境控制:将加工/镀膜车间的温度控制在20±2℃,湿度控制在40%60%,加装无尘净化系统(万级以上),减少环境中的粉尘、水汽对加工的影响。
光学透镜加工的颜色差异以镀膜环节的膜厚/均匀性偏差为核心成因,其次是机械加工的表面损伤/应力、清洁后处理的污染/氧化。解决时需先通过目视+光谱+膜厚检测准确定位成因,再针对性调整工艺参数(如校准镀膜机、优化抛光工艺、加强清洁),最后通过小批量试产验证效果,并建立量产预防措施,确保颜色一致性。
-

光学检测中的合格判定规则:测量不确定度框架下的ISO 14253-1应用
干涉仪报告显示面形RMS=0.065λ,图纸公差要求≤λ/15(即0.067λ)。表面上看——"0.065<0.067,合格!"——这个判定正确吗?不完全。如果干涉仪的测量不确定度U=±0.010λ(k=2,95%置信),则面形真值的95%置信区间为(0.055λ, 0.075λ)——这个区间跨越了0.067λ的合格线。按照ISO 14253-1的合格判定规则,结论应该是"不确定",而非"合格"。在ISO 17025校准和供应商质量争议中,不理解这个判定规则的成本是巨大的。本文从ISO 14253-1的基本框架出发,介绍测量不确定度在光学检测中如何改变"合格/不合格"的判定逻辑。
2026-08-03
-
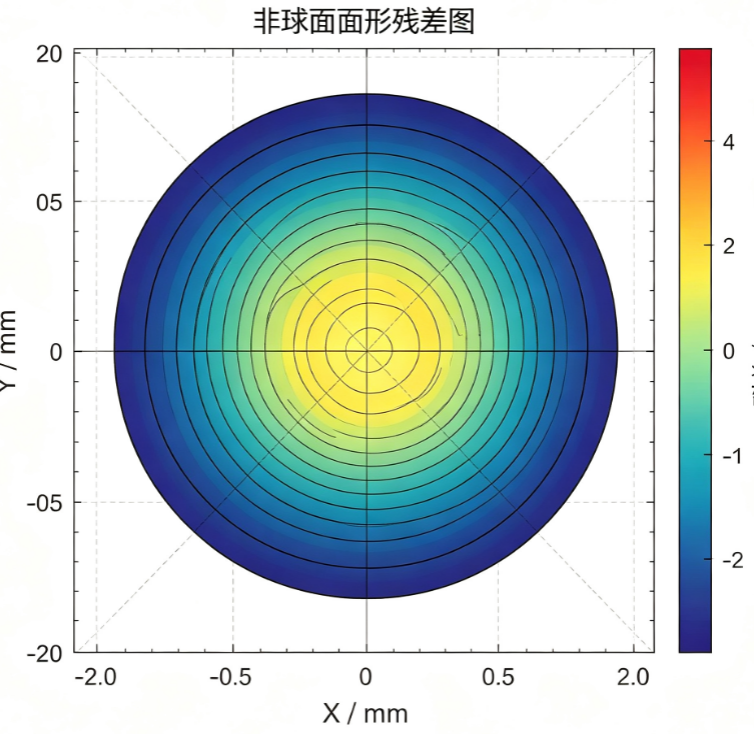
非球面面形图的残差分析:从宏观PV到中频误差的进阶解读
干涉仪给出面形图——PV=0.12μm,RMS=0.015μm。一位工程师看了后说:"PV虽然看起来大,但主要是低频的"类球面残差",RMS很干净,没问题。"另一位说:"中频误差(波纹)看起来有点高,高速成像时可能会有对比度损失。"两个人都看的是同一张面形图,为什么得出不同的结论?因为他们解读的不是同一个"残差成分"。面形图不是一整块信息——它的空间频率成分(低频、中频、高频)对成像的影响有本质差异。本文介绍如何从空间频率的角度"拆解"面形图,提取不同频段的信息,做出更精准的质量判断。
2026-08-03
-

【产品应用】Pancake透镜量产的微米之战:OptiCentric PRO Module拆解
2026年6月22日,TRIOPTICS在其官网发布了一条新闻——OptiCentric PRO Module,专为VR头显中Pancake透镜的高产量生产设计的主动对准模块。
2026-08-03
-

中心偏差测量仪的隐形核心:为什么转台精度决定偏心测量的可信度
在评估中心偏差测量仪的性能时,多数人会优先关注测量头配置、软件算法、图像识别能力与最终报告输出,却常常忽略设备中一个决定测量基准的核心部件——高精度空气轴承转台。作为整套测量系统的机械旋转基准,转台的回转精度直接影响最终偏心测量结果的真实性与可靠性
2026-07-31
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30







