
光学镜片钻孔工艺技术解析与应用指南
镜片钻孔工艺是光学制造领域关键加工环节之一,其核心目的主要有两方面:一是在玻璃基板及其他光学元件表面实现精准钻孔;二是为分束镜、透镜、滤光片等光学零件半成品加工孔洞,以满足后续夹持、连接与调整的装配需求。本文将系统梳理光学制造中主流的钻孔工艺技术,从原理、特点、参数及应用等维度进行详细解析,为相关行业选型提供参考。

一、金刚石芯钻钻孔技术
(一)技术原理
该技术通过金刚石环或芯钻刀具的旋转切削作用,在光学材料上切出圆形环槽并取出芯部材料,从而形成孔洞。刀具采用金属粘结金刚石胎体,金刚石颗粒按FEPA标准(如D181)规则分布,部分刀具配备冷却系统,可通过冷却液实时冲洗切削碎屑并降低加工温度,避免材料因高温受损。
(二)核心特点
适用于大批量或中小批量生产场景,材料损耗率低,尤其适配昂贵晶体材料的加工,能有效控制成本。可加工孔径范围广泛,介于4~200mm之间,钻孔深度一般不超过100mm;刀具壁厚度仅为0.6~2mm,能最大程度减少材料浪费,提升原料利用率。
(三)关键工艺参数
切削速度:1~15m/s
进料量:5~200mm/min
粗糙度Rz:15~30μm
直径公差:±0.02~0.1mm
(四)典型应用
广泛应用于带孔反射镜(孔镜)、激光棒、各类透镜、滤光片、分束镜半成品及眼镜片等产品的加工制造。
二、超声波辅助钻孔技术
(一)技术原理
在传统金刚石芯钻钻孔技术基础上,叠加高频超声波振动(频率最高可达48,000Hz),实现脉冲式切削作业。加工过程中,刀具同时完成旋转、轴向进给与超声振动三项动作,通过振动冲击与切削的协同作用形成孔洞。
(二)核心特点
加工方式更为轻柔,能显著减少光学材料的破边与压碎现象,边缘质量优于传统工艺;切削速率较常规钻孔技术有所提升,但设备投资成本相对较高,对生产预算有一定要求。
(三)典型应用
主要适用于对边缘质量要求严苛的光学零件加工,其中医学内窥镜玻璃棒的制造是其代表性应用场景。
三、激光钻孔技术
(一)技术原理
利用特定类型激光束(如CO₂激光、飞秒激光、微细分子激光等)的能量,直接对材料进行烧蚀或熔化处理,进而形成所需孔洞。其中,CO₂激光因红外波长易被玻璃吸收,特别适合熔凝石英材料的加工。
(二)核心特点
专注于微孔加工领域,孔径可小至0.13mm,且具备加工非规则孔形的能力,灵活性较强。但加工后材料表面易形成热影响层,通常需要后续进行抛光、去热影响层等处理工序,以保障光学性能。
(三)典型应用
常用于光纤固定孔加工、微结构光学元件制造以及硅基片上的精密钻孔作业,在微电子、光通信等高精度领域应用广泛。
四、磨料水射流钻孔技术
(一)技术原理
借助高压水射流(压力范围500~4000bar)携带磨料颗粒,通过高速冲击作用对材料进行钻孔或切割。为保护工件背面不受损伤,可配备玻璃样片进行辅助防护。
(二)核心特点
材料适应性极强,可加工几乎所有类型的玻璃(包括熔凝石英、BK7、耐热玻璃等),同时兼容陶瓷、硅等多种非金属材料。可加工孔径范围为2~1250mm,厚度适配0.2~100mm的工件,虽切削速率较低(0.02~5m/min),但整体适应性突出,能应对复杂加工需求。
(三)关键工艺参数
直径公差:最小±0.15mm
粗糙度Rz:5~50μm
(四)典型应用
适用于光机转接板钻孔、复杂形状或不规则孔加工,以及半成品的芯钻前处理工序,在大型光学组件、特种光学器件制造中发挥重要作用。
五、工艺技术选型原则
光学镜片钻孔工艺的选型需综合考量多方面因素,包括材料类型、孔径大小、精度要求、边缘质量标准、生产批量及成本预算等,具体选型建议如下:
1.若为常规高精度批量生产场景,金刚石芯钻钻孔技术是首选方案,兼具效率与精度优势;
2.对零件边缘质量有极高要求时,应优先采用超声波辅助钻孔技术,可有效保障加工完整性;
3.涉及微孔加工或复杂孔形需求时,激光钻孔技术的灵活性与精密性更能满足要求;
4.面对大尺寸工件、多类型材料或不规则通孔加工时,磨料水射流钻孔技术的广泛适应性使其成为理想选择。
综上所述,各类光学镜片钻孔技术均有其独特优势与适用场景。在实际生产中,需基于具体加工需求进行科学选型,以实现加工质量、生产效率与成本控制的最优平衡,推动光学制造行业的高质量发展。
-

光学检测中的合格判定规则:测量不确定度框架下的ISO 14253-1应用
干涉仪报告显示面形RMS=0.065λ,图纸公差要求≤λ/15(即0.067λ)。表面上看——"0.065<0.067,合格!"——这个判定正确吗?不完全。如果干涉仪的测量不确定度U=±0.010λ(k=2,95%置信),则面形真值的95%置信区间为(0.055λ, 0.075λ)——这个区间跨越了0.067λ的合格线。按照ISO 14253-1的合格判定规则,结论应该是"不确定",而非"合格"。在ISO 17025校准和供应商质量争议中,不理解这个判定规则的成本是巨大的。本文从ISO 14253-1的基本框架出发,介绍测量不确定度在光学检测中如何改变"合格/不合格"的判定逻辑。
2026-08-03
-
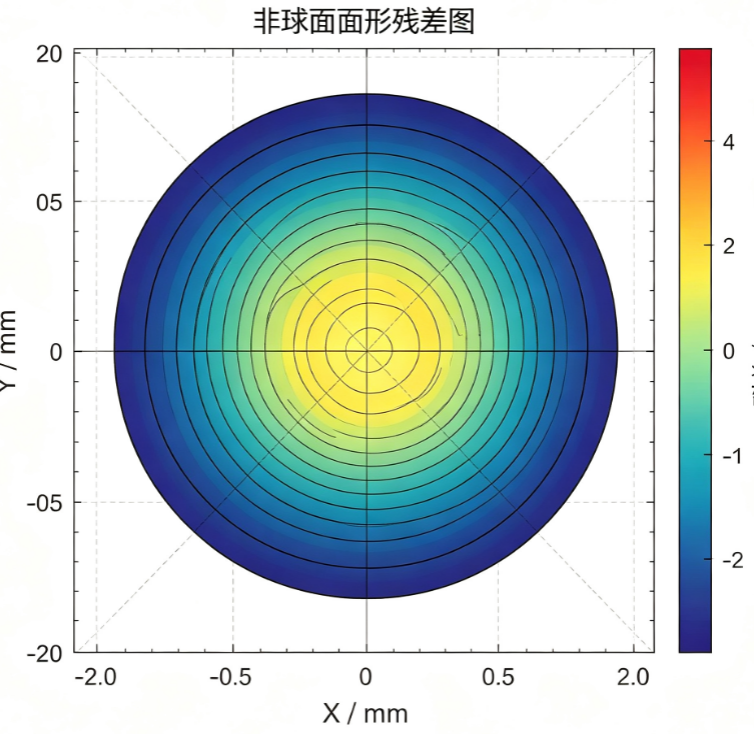
非球面面形图的残差分析:从宏观PV到中频误差的进阶解读
干涉仪给出面形图——PV=0.12μm,RMS=0.015μm。一位工程师看了后说:"PV虽然看起来大,但主要是低频的"类球面残差",RMS很干净,没问题。"另一位说:"中频误差(波纹)看起来有点高,高速成像时可能会有对比度损失。"两个人都看的是同一张面形图,为什么得出不同的结论?因为他们解读的不是同一个"残差成分"。面形图不是一整块信息——它的空间频率成分(低频、中频、高频)对成像的影响有本质差异。本文介绍如何从空间频率的角度"拆解"面形图,提取不同频段的信息,做出更精准的质量判断。
2026-08-03
-

【产品应用】Pancake透镜量产的微米之战:OptiCentric PRO Module拆解
2026年6月22日,TRIOPTICS在其官网发布了一条新闻——OptiCentric PRO Module,专为VR头显中Pancake透镜的高产量生产设计的主动对准模块。
2026-08-03
-

中心偏差测量仪的隐形核心:为什么转台精度决定偏心测量的可信度
在评估中心偏差测量仪的性能时,多数人会优先关注测量头配置、软件算法、图像识别能力与最终报告输出,却常常忽略设备中一个决定测量基准的核心部件——高精度空气轴承转台。作为整套测量系统的机械旋转基准,转台的回转精度直接影响最终偏心测量结果的真实性与可靠性
2026-07-31
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30







