
多组间隔镜片镜头的定心装配与空气间隔控制技术
在精密光学镜头(如安防监控镜头、工业检测镜头、高端成像镜头等)中,多组带空气间隔的镜片是实现高清成像的核心结构。镜片光轴的同轴度与空气间隔的精准度直接决定镜头的分辨率、像差校正效果等关键指标——若光轴偏移,会导致成像模糊、畸变;若空气间隔偏离设计值,则会破坏光学系统的共轭关系,影响画质还原。针对这类镜头,数控定心车削技术结合闭环反馈装配体系,已成为实现高精度定心装配与空气间隔控制的主流方案。

一、多组间隔镜片的定心装配方法
多组镜片的定心核心目标是让所有镜片的光轴与镜头整体机械轴重合,同时为后续空气间隔控制奠定结构基础。基于数控定心车床的“加工检测优化”一体化方案,是解决这一问题的关键,具体流程如下:
1.核心设备与技术支撑
采用高精度数控定心车床(如中测光科ACL系列、TRIOPTICSATSC200等)作为核心装备,这类设备的核心优势在于将光学检测与机械加工深度融合:
设备内置自准直仪,其光轴与车床旋转主轴轴线严格重合,搭配专用调心调平治具,可精准捕捉每组镜片的光轴偏移数据;
具备超精密三轴插补运动功能,无需对工件进行预校准,直接通过动态调整实现微米级加工精度;
集成偏心检测系统(含高精度自准直仪、非接触式光学位移传感器)和闭环反馈模块,构建“光学设计加工装校”的闭合研制链。
2.定心装配的关键流程
(1)镜座预加工与镜片预装
首先根据镜头光学设计参数,加工各组镜片对应的金属镜座,镜座需预留定位基准面和间隔基准台阶。将每组镜片通过军用级玻璃金属胶(耐温范围40~+125℃,确保稳定性)与镜座进行一体化胶合,预装后将各组带镜座的镜片组件依次置于车床的多工位样品调节机构上,该机构具备高自由度调整能力,可独立微调每组镜片的空间姿态。
(2)逐组光轴校准与整体优化
定心装配的核心是让所有镜片的光轴与镜头机械轴(即车床主轴轴线)重合:
单组校准:通过自准直仪发射平行光,检测每组镜片的光轴偏心量,软件实时显示偏移数据,样品调节机构自动调整镜座的空间位置,直至偏心量最小(最高可达3μm级精度),完成单组镜片的光轴定心;
多组协同优化:由于多组镜片存在空气间隔,单组独立定心可能导致整体光轴偏移,因此需借助闭合反馈研制链——结合光学系统的整体指标要求,合理分配各组镜片的定心公差,通过光学设计软件重新优化光轴对齐参数,避免因单组过度追求精度导致整体失衡。
(3)镜座精修与精度验证
每组镜片光轴校准完成后,车床通过微米级驱动的高精度高硬度车刀,对镜座的外圆、厚度及端面进行精修加工:先车削上表面,再加工侧面,最后修整底面,确保镜座的结构尺寸满足装配基准要求。加工后,通过标准偏心检测系统和非接触式光学位移传感器进行复检,确认光轴同轴度与镜座尺寸精度,形成“校准加工检测”的闭环,保障多组镜片的整体定心效果。
二、后续装配中空气间隔的控制策略
空气间隔是多组镜片镜头的关键参数,其控制精度直接影响光学系统的焦距、像质分辨率等指标。基于数控定心车床的加工基础与装配闭环,主要通过以下四大维度实现精准控制:
1.镜座结构尺寸的前置保障
空气间隔的核心载体是镜片对应的金属镜座,数控定心车床在加工镜座时,已将空气间隔要求转化为镜座的轴向尺寸公差:
设计阶段:根据光学系统的空气间隔设计值,确定镜座的定位台阶高度、端面平行度等关键结构参数,将间隔公差分解为镜座的加工公差(通常控制在μm级);
加工阶段:通过车床的超精密三轴插补运动与闭环检测,确保镜座的轴向尺寸精度——例如,ACL卧式数控定心车床在加工时,可直接保证镜座的结构尺寸满足空气间隔的公差要求,从源头规避装配偏差。
2.光学设计的动态优化调整
由于实际加工的镜片尺寸、材料折射率(及阿贝数)可能存在微小偏差,单纯依赖镜座加工精度难以完全保证空气间隔的准确性。因此,在定心装配过程中,需引入光学设计的动态优化:
基于检测数据:通过非接触式光学位移传感器获取每组镜片的实际厚度、镜座的实际轴向尺寸,结合光学材料的实测折射率与阿贝数,输入光学设计软件;
公差再分配:软件重新优化调整系统间隔与定位精度,将空气间隔的偏差控制在允许范围内,同时兼顾光轴同轴度,确保光学系统的整体指标最优。
3.装配过程的实时监测与校准
后续装配阶段,需通过专用检测设备对空气间隔进行实时监测,避免装配过程中产生的应力或定位偏差影响间隔精度:
非接触式检测:采用光学位移传感器等设备,在不接触镜片表面的前提下,精准测量各组镜片之间的实际空气间隔;
动态校准:若检测到间隔偏差,通过微调镜座的定位台阶或加装超薄补偿垫片(精度可达1μm级)进行校正,确保每组间隔均符合设计要求。
4.辅助定位结构的刚性约束
为避免装配后因环境变化(如温度、振动)导致空气间隔偏移,需通过镜座的刚性定位结构实现长期稳定:
定位台阶设计:镜座上预留精准的轴向定位台阶,装配时各组镜片通过台阶实现轴向限位,确保间隔的稳定性;
一体化装配:采用整体式镜筒结构,将定心后的各组带镜座镜片依次装入镜筒,镜筒的内壁精度与镜座的外圆精度紧密配合,形成刚性约束,防止镜片在使用过程中发生轴向位移。
三、技术优势与应用价值
采用“数控定心车床一体化定心+闭环优化空气间隔控制”的方案,相比传统装调手段,具有显著优势:
精度更高:定心精度可达3μm级,空气间隔公差控制在μm级,满足多组镜片镜头的高清成像需求;
效率更优:将加工、检测、优化融为一体,避免传统装调的反复拆卸校准,同时适配批量加工与定制镜头生产;
成本更低:通过闭合反馈研制链合理分配公差,无需过度追求单一零件的超高精度,降低整体研制成本;
稳定性更强:镜座的刚性结构与动态优化设计,确保镜头在宽温范围(40~+125℃)及复杂环境下的空气间隔稳定性。
多组间隔镜片镜头的定心装配,核心是依托数控定心车床构建“光学设计加工装校”的闭环体系,通过逐组校准与整体优化实现光轴同轴;而空气间隔的控制则需贯穿“镜座加工光学优化装配监测刚性约束”全流程,以结构精度为基础、动态优化为补充,最终实现光学系统的最佳成像效果。这一技术方案已广泛应用于红外镜头、非球面透镜组件等精密光学产品的制造,成为高端镜头产业化的核心支撑。
-

光学检测中的合格判定规则:测量不确定度框架下的ISO 14253-1应用
干涉仪报告显示面形RMS=0.065λ,图纸公差要求≤λ/15(即0.067λ)。表面上看——"0.065<0.067,合格!"——这个判定正确吗?不完全。如果干涉仪的测量不确定度U=±0.010λ(k=2,95%置信),则面形真值的95%置信区间为(0.055λ, 0.075λ)——这个区间跨越了0.067λ的合格线。按照ISO 14253-1的合格判定规则,结论应该是"不确定",而非"合格"。在ISO 17025校准和供应商质量争议中,不理解这个判定规则的成本是巨大的。本文从ISO 14253-1的基本框架出发,介绍测量不确定度在光学检测中如何改变"合格/不合格"的判定逻辑。
2026-08-03
-
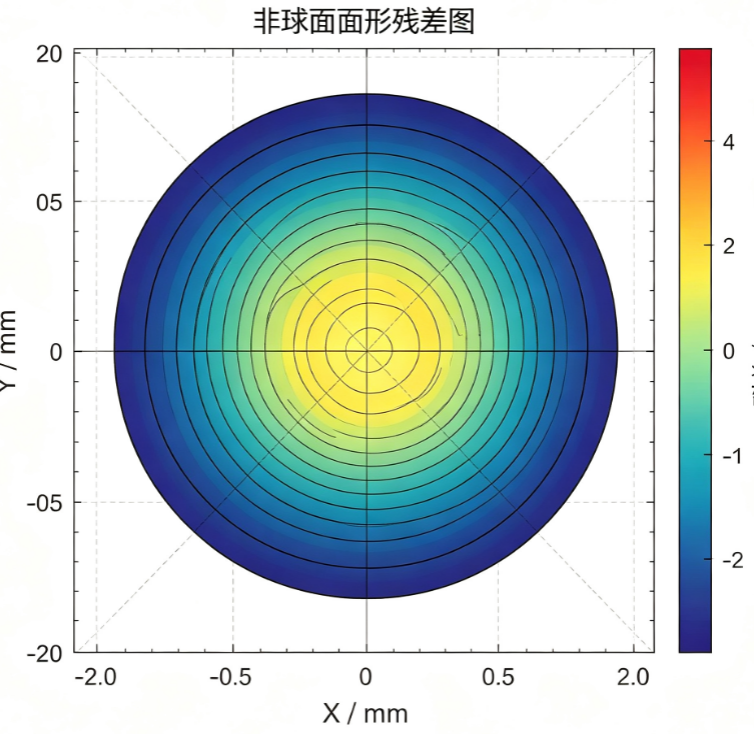
非球面面形图的残差分析:从宏观PV到中频误差的进阶解读
干涉仪给出面形图——PV=0.12μm,RMS=0.015μm。一位工程师看了后说:"PV虽然看起来大,但主要是低频的"类球面残差",RMS很干净,没问题。"另一位说:"中频误差(波纹)看起来有点高,高速成像时可能会有对比度损失。"两个人都看的是同一张面形图,为什么得出不同的结论?因为他们解读的不是同一个"残差成分"。面形图不是一整块信息——它的空间频率成分(低频、中频、高频)对成像的影响有本质差异。本文介绍如何从空间频率的角度"拆解"面形图,提取不同频段的信息,做出更精准的质量判断。
2026-08-03
-

【产品应用】Pancake透镜量产的微米之战:OptiCentric PRO Module拆解
2026年6月22日,TRIOPTICS在其官网发布了一条新闻——OptiCentric PRO Module,专为VR头显中Pancake透镜的高产量生产设计的主动对准模块。
2026-08-03
-

中心偏差测量仪的隐形核心:为什么转台精度决定偏心测量的可信度
在评估中心偏差测量仪的性能时,多数人会优先关注测量头配置、软件算法、图像识别能力与最终报告输出,却常常忽略设备中一个决定测量基准的核心部件——高精度空气轴承转台。作为整套测量系统的机械旋转基准,转台的回转精度直接影响最终偏心测量结果的真实性与可靠性
2026-07-31
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30







