
什么是棒状镜偏心?棒状镜偏心成因、性能影响与精密管控全解析
在精密光学系统中,棒状镜(棒透镜)凭借长径比大、结构紧凑、成像与传光性能稳定的特点,广泛应用于医用内窥镜成像、光纤通信准直耦合、工业激光传输等核心场景。随着下游设备向高分辨率、低损耗、小型化方向升级,棒状镜的偏心误差已成为制约系统最终性能的关键精度指标。深入理解偏心的本质、来源与管控方法,是光学加工与系统装配环节保障产品良率的核心课题。
一、棒状镜偏心的定义与误差分类
棒状镜的偏心,本质是元件的光学光轴与外圆柱面的机械中心轴不重合的几何误差。不同于普通圆形透镜仅需管控径向偏移,棒状镜因长径比大,端面倾斜、柱面弯曲等误差都会等效为偏心,最终影响光学性能。
按误差的几何形式,可分为两类基础偏心:
平移偏心:光轴与机械轴保持平行,但存在径向线偏移,单位通常为微米(μm),表征两轴线的空间错位量。
倾斜偏心:光轴与机械轴形成空间夹角,单位多为角分、角秒,表征两轴线的角度偏差量。
按误差的层级划分,又可分为单表面偏心与整体中心偏心:
单表面偏心:单个光学端面(球面/平面)的曲率中心或表面法线偏离机械轴,是加工过程中最基础的误差单元。
整体中心偏心:棒镜两端光学表面的光轴连线与机械轴不重合,是决定元件最终光学性能的核心指标,也是元件出厂检验的关键项。
值得注意的是,对于长径比较大的棒状镜,端面与柱面的垂直度误差会直接等效为光轴倾斜偏心,在旋转检测中表现为端面反射像做圆周运动;而梯度折射率棒镜(GRIN棒镜)的偏心,则特指折射率分布的对称轴与机械柱轴的偏差,其影响规律与球面棒镜一致。
二、偏心误差的主要来源
棒状镜的偏心误差贯穿加工与装配全流程,不同环节引入的误差特性与量级各有差异。
1.加工环节:偏心的核心来源
加工工序是棒状镜偏心的主要产生环节,其中定心磨边与端面加工的影响最为显著。
定心磨边误差:滚圆磨边工序的核心是将镜片外圆加工到指定直径,若采用传统机械定心方式,未以光学光轴为基准加工外圆柱面,会直接造成机械轴与光轴偏离,是批量生产中偏心超差的首要原因。
端面加工偏差:端面抛光过程中工装定位不准,会导致端面与柱面不垂直,等效为倾斜偏心;球面端面加工时,若模具或加工主轴偏移,会造成球面曲率中心偏离柱轴,引入单表面偏心。
长径比变形误差:长棒镜在磨削、抛光过程中,装夹应力、磨削热变形易导致柱面微小弯曲或端面倾斜,间接引入偏心误差,且长径比越大,变形带来的偏心效应越明显。
2.装配环节:误差的累积与放大
单镜片合格的棒状镜,若装配工艺不当,同样会出现系统级偏心超差。
定位偏差:棒镜装入镜筒、V型槽或胶合基座时,机械间隙、定位工装精度不足会直接引入径向平移偏心。
误差累积:多片棒镜胶合、组立的光学系统中,单片偏心会沿光路逐级累积,总偏心量可能远超单片公差要求。
应力变形:压圈锁紧力不均、胶层厚度不一致、固化应力等,会导致镜片姿态倾斜,引入装配后的附加偏心。
三、偏心对光学系统的性能影响
不同应用场景下,棒状镜偏心带来的性能影响各有侧重,核心集中在成像质量、耦合效率与系统一致性三个维度。
1.成像系统:分辨率与成像均匀性下降
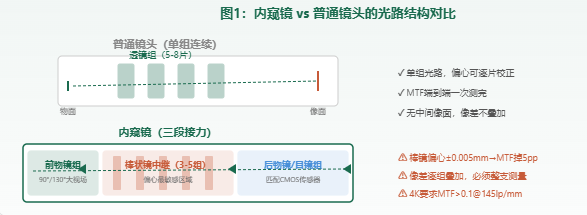
在内窥镜、显微成像等成像类应用中,偏心会引入彗差、像散等轴外像差,直接导致画面边缘分辨率下降、清晰度不均,调制传递函数(MTF)呈现非对称衰减。多棒镜组成的中继系统若偏心累积,还会造成视轴偏移、畸变分布不均,严重时甚至导致成像画面中心偏离视场范围。
2.传光系统:耦合效率与损耗劣化
在光纤准直器、激光耦合器等传光系统中,微米级的偏心即可导致出射光轴偏移,使光纤与光源的对准精度下降,最终表现为耦合效率大幅降低、插入损耗显著上升。对于高功率激光系统,偏心带来的光斑偏移还可能造成局部能量集中,损伤光学元件或系统结构。
3.批量生产:产品一致性差
偏心误差的随机性较强,若加工与装配过程管控不严,会导致同批次元件性能离散度大,出现“单片检测合格、组立后系统超标”的情况,大幅提升筛选与返工成本,降低批量生产的良率与稳定性。
四、棒状镜偏心的主流检测技术
针对棒状镜长径比大的结构特点,行业内已形成一套从粗检到精检的检测方案,其中V型槽旋转法是棒状镜专用的经典检测手段。
1.V型槽+自准直仪法(专用检测方案)
这是长棒镜、Clens等圆柱光学元件最常用的偏心检测方法,原理清晰、操作便捷、精度可靠,广泛应用于工序检验与出厂检测。
检测时将待测棒镜放置在精密V型槽上,以V型槽约束的柱面轴线作为机械旋转基准;由光电自准直仪发射平行光,照射棒镜端面并接收反射光斑;匀速旋转棒镜,若存在端面倾斜或偏心,反射光斑将沿圆周轨迹运动,轨迹半径与偏心量、倾斜角成正比,通过配套算法即可换算出精准的偏心数值。
针对不同端面曲率的棒镜,需适配对应焦距的检测镜头:小曲率的Clens通常搭配10倍物镜;内窥镜用大曲率棒镜多选用F60、F100焦距镜头,以保证检测精度。
2.透射式中心偏测量法
采用透镜中心偏测量仪,通过透射光路捕捉棒镜出射像点的回转轨迹,可直接测量元件整体中心偏的角度值,适合两端均为球面的成像类棒镜终检。该方法能直接反映元件的透射光学偏心,与实际使用场景的一致性更高。
3.干涉检测法
借助激光球面干涉仪,通过分析干涉图中泽尼克多项式的倾斜、彗差系数,可换算出光学表面的偏心量,检测精度可达亚微米级。该方法可同步检测面形误差与偏心误差,多用于高精度棒镜的最终品质验证。
4.机械接触法
通过千分表测量棒镜的端面跳动与外圆径向跳动,可粗估偏心量级,精度较低,仅适用于毛坯、粗加工工序的快速筛查,无法替代光学检测的精准结果。
五、偏心误差的精密控制与校正
针对偏心的不同来源,可从加工与装配两端入手,实现全流程的精度管控。
1.加工端:从源头控制偏心
采用光学定心磨边工艺替代传统机械定心,以元件的光学光轴为基准加工外圆柱面,从工序根源上保证光轴与机械轴的重合度,是控制偏心最核心的手段。
端面抛光工序搭配V型槽+自准直仪在线监测,严格管控端面与柱面的垂直度,避免端面倾斜等效为偏心误差。
针对大长径比棒镜,设计专用低应力装夹工装,优化磨削参数减少热变形,降低加工过程中的附加偏心。
2.装配端:降低误差累积效应
采用高精度V型槽定位工装,装配过程中搭配自准直仪实时监测光轴状态,在线调整棒镜的径向与角度位置。
多片棒镜组立采用逐片定心胶合工艺,主动控制每片偏心的误差方向,通过方向抵消降低总偏心量。
超高精度应用场景可采用有源校正方案,通过实际成像效果、耦合损耗等性能指标反馈,微调棒镜姿态,实现系统级的偏心最优解。
棒状镜的偏心管控是精密光学制造领域的典型课题,其精度水平直接决定了内窥镜、光纤通信、激光设备等下游产品的性能上限。随着光学系统向更高精度、更小体积持续升级,偏心检测与管控技术也在不断迭代,从加工工艺优化到智能检测装备应用,全流程的精度管控已成为光学企业核心竞争力的重要组成部分。
-

什么是棒状镜偏心?棒状镜偏心成因、性能影响与精密管控全解析
在精密光学系统中,棒状镜(棒透镜)凭借长径比大、结构紧凑、成像与传光性能稳定的特点,广泛应用于医用内窥镜成像、光纤通信准直耦合、工业激光传输等核心场景。随着下游设备向高分辨率、低损耗、小型化方向升级,棒状镜的偏心误差已成为制约系统最终性能的关键精度指标。深入理解偏心的本质、来源与管控方法,是光学加工与系统装配环节保障产品良率的核心课题。
2026-06-30
-
从光谱到损伤阈值,五个维度拆解薄膜检测的"测不准"困境
有次客户拿一片增透膜回来投诉:你们测的透过率 97%,装到系统里照度不够。复查一遍,97% 的透过率没问题——但膜层吸收了 0.3% 的光。能量不是没透过,是被吃掉了。
2026-06-30
-
内窥镜光学检测:为什么棒状镜组的偏心是"最敏感参数"?
同样是镜头,手机镜头量产检测一条线一天跑几千个,车载镜头虽然麻烦但也能标准化。唯独内窥镜,检测数据老是不稳定,同一批产品MTF差出10-15个百分点,原因还找不到。问题不在检测设备,在内窥镜本身。这篇拆解内窥镜光学检测的五大挑战,以及最难的那个点——棒状镜组偏心——到底该怎么对付。
2026-06-30
-
光学薄膜性能检测全流程:从光谱到损伤阈值的完整评价体系
一片光学透镜的性能,有一半取决于它表面的薄膜——增透膜决定了光能利用率,反射膜决定了激光系统的效率,分光膜决定了干涉仪的精度。然而膜层性能的评价远不是"测个透过率"那么简单。本文系统梳理从宏观光谱性能到微观膜层质量的完整检测流程,帮助光学工程师建立膜层性能的全维度评价框架。
2026-06-29
-

非球面光学元件检测方法综述:干涉法、轮廓法与新型检测技术
非球面光学元件已从"特殊光学"走向大规模量产——手机镜头中的塑料非球面数量已从3片增至6-8片,车载镜头、AR/VR模组中非球面的使用率接近100%。然而非球面的检测远比球面复杂:它没有单一的曲率中心,面形偏差无法用简单的PV值概括。本文系统梳理当前非球面元件检测的主流方法、精度边界和适用条件。
2026-06-29






