
非球面光学元件检测方法综述:干涉法、轮廓法与新型检测技术
导读:非球面光学元件已从"特殊光学"走向大规模量产——手机镜头中的塑料非球面数量已从3片增至6-8片,车载镜头、AR/VR模组中非球面的使用率接近100%。然而非球面的检测远比球面复杂:它没有单一的曲率中心,面形偏差无法用简单的PV值概括。本文系统梳理当前非球面元件检测的主流方法、精度边界和适用条件。

一、非球面检测为什么难?
1.1 核心矛盾:没有"基准球面"
球面检测之所以方便,是因为存在一个天然的"理想参考面"——标准球面。将标准球面的曲率中心调整到被测球面的曲率中心,干涉条纹直接反映面形偏差。
非球面没有单一的曲率中心——表面上不同环带的"局部曲率"各不相同。传统球面干涉仪的标准球面参考镜无法匹配非球面的面形,干涉条纹密度在陡峭区域远超探测器分辨极限。
1.2 偏离量的量化
非球面与最适拟合球面(Best-Fit Sphere, BFS)之间的偏离量δ是评估检测难度的关键参数。当δ超过一定阈值(通常为数十微米),传统干涉仪就"看不见"条纹了。对于高次非球面(如手机镜头中的高NA非球面),偏离量可达数百微米。
二、接触式检测:金刚石探针轮廓仪
原理
金刚石探针(尖端半径2~10μm)在被测表面上按设定轨迹滑动,通过高精度位移传感器记录探针的垂直位移,获得表面的二维母线轮廓。
适用范围
-
非球面研磨和粗抛阶段的中间检验
-
偏离量大的非球面(干涉仪测不了的区域)
-
二维母线形貌,适合轴对称非球面
精度与局限
-
垂直分辨力可达亚纳米级
-
局限一:有接触损伤风险(超光滑表面不适用)
-
局限二:测量速度慢(三维形貌需数十分钟至数小时)
-
局限三:仅提供二维轮廓,无法检测非轴对称的面形偏差
三、干涉法:CGH补偿干涉
原理
计算全息图(Computer-Generated Hologram, CGH)是一种数字化的波前调制元件——它将干涉仪发出的标准球面波精确转化为与被测非球面理论面形完全匹配的"定制波前"。当该波前照射到理想非球面时,光线原路返回,与参考波前形成零场;面形偏差产生干涉条纹。
精度
纳米量级(可达λ/50 RMS),是所有非球面检测方法中精度最高的。
适用条件
-
需要针对每个非球面设计专用的CGH元件——制作周期长(数周至数月)、成本高
-
CGH的制造精度(基底面形、光刻对准)直接限制检测精度
-
适用于研发阶段的精密面形表征,不适合大批量产线全检
检测设备
TRIOPTICS µPhase系列干涉仪配合定制CGH补偿器,可实现非球面的纳米级面形检测。
四、新型非接触三维检测
4.1 白光干涉轮廓仪
利用宽带光源的短相干长度(<2μm),通过干涉包络峰值精确定位表面各点的高度。纵向分辨力可达0.1nm。
适用:非球面的局部面形偏差检测、微纳结构三维表征。
局限:视场通常较小(数百微米至数毫米),大范围非球面需要拼接。
4.2 共焦轮廓仪
通过共焦光学系统的纵向响应曲线定位表面高度,可测量陡峭斜面(坡度>70°)。
适用:非球面的陡峭边缘区域检测、红外非球面的面形表征。
优势:对表面反射率变化不敏感,可测量低反射率表面。
4.3 非球面中心偏差测量
非球面没有唯一的曲率中心,传统双光路自准直法在非球面定心中面临根本性困难。AspheroCheck UP等专为非球面设计的定心系统,基于最适拟合球面建立等效曲率中心,配合自动定位算法实现非球面的高精度偏心测量。
五、各方法的分层应用策略
|
检测需求 |
推荐方法 |
阶段 |
|---|---|---|
|
非球面面形全参数表征(研发) |
CGH补偿干涉 |
研发验证 |
|
非球面母线轮廓(二维) |
接触式探针轮廓仪 |
加工过程检验 |
|
非球面局部面形、粗糙度 |
白光干涉轮廓仪 |
精加工过程检验 |
|
非球面陡峭边缘区域 |
共焦轮廓仪 |
边缘质量检验 |
|
非球面中心偏差 |
非球面定心仪(AspheroCheck UP) |
装调前检验 |
|
非球面透镜系统MTF |
ImageMaster MTF测量仪 |
系统级终检 |
核心策略:非球面检测不存在"万能工具"——不同制造阶段和不同精度需求需要分层组合使用多种方法。研发阶段以CGH干涉仪为"金标准",过程检以轮廓仪快速反馈,系统终检以MTF兜底。
-
光学薄膜性能检测全流程:从光谱到损伤阈值的完整评价体系
一片光学透镜的性能,有一半取决于它表面的薄膜——增透膜决定了光能利用率,反射膜决定了激光系统的效率,分光膜决定了干涉仪的精度。然而膜层性能的评价远不是"测个透过率"那么简单。本文系统梳理从宏观光谱性能到微观膜层质量的完整检测流程,帮助光学工程师建立膜层性能的全维度评价框架。
2026-06-29
-

非球面光学元件检测方法综述:干涉法、轮廓法与新型检测技术
非球面光学元件已从"特殊光学"走向大规模量产——手机镜头中的塑料非球面数量已从3片增至6-8片,车载镜头、AR/VR模组中非球面的使用率接近100%。然而非球面的检测远比球面复杂:它没有单一的曲率中心,面形偏差无法用简单的PV值概括。本文系统梳理当前非球面元件检测的主流方法、精度边界和适用条件。
2026-06-29
-

光学精密检测设备选型指南:从技术指标到产线应用的选择逻辑
在精密光学制造中,检测设备的选择直接决定了制造良率和成本的基准线。面对干涉仪、MTF测量仪、中心偏差测量仪、测厚仪等多种设备类型,如何根据产品需求和产线条件做出最优选择?本文从光学元件和系统的检测需求出发,构建一套实用的选型逻辑框架。
2026-06-26
-
高能电子撞上半导体:解锁超快辐射检测新方法
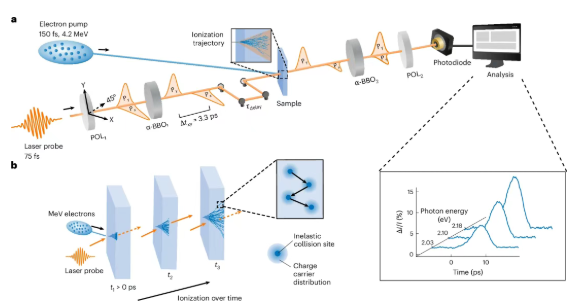
最近斯坦福大学的研究团队有了一项重要突破:用兆电子伏(MeV)级的高能电子照射普通半导体,能在不到10皮秒(1皮秒=万亿分之一秒)的时间里产生极强的光学变化。这个发现有望把辐射检测的时间精度从纳秒级直接提升到皮秒级,给医学成像、辐射监测等领域带来质的飞跃。
2026-06-26
-

晶圆级光学元件检测:当光学测量遇上半导体工艺
在传统光学车间待久了,你对检测的认知大概是这样的:一枚镜片放在定心仪上,调好、读数、下一个。但如果把这枚镜片缩小到头发丝直径的十分之一,在8英寸晶圆上同时做5000个——检测就完全变了味。晶圆级光学元件(Wafer-Level Optics, WLO)已经在智能手机、3D传感、车载摄像和AR/VR里大规模商用。这篇从检测工程师的视角,拆解WLO的三大核心挑战和五条技术路线。
2026-06-26






