
光轴到底在哪?——光学定心中基准轴的传递、变换与最小二乘估计 ——从1984年经典文献到现代OptiCentric精密测量的理论溯源
摘要:在光学制造与装调中,"光轴"是设计文件中最基本的参考系,但它本质上是一个理论抽象——没有一条物理存在的光轴可以被直接触摸和测量。本文从1984年经典光学工艺文献出发,系统梳理可复现基准轴与难复现基准轴的概念分野,分析基准轴在磨边→胶合→检验→装配各环节中的传递条件与失效场景,并引入最小二乘轴作为残余中心误差最优估计的数学基础。在此基础上,探讨现代光学中心偏差测量技术(如TRIOPTICS OptiCentric偏心仪系列)如何将这一经典理论转化为工程可操作的精密测量方案。
一、一个被忽略的基础问题:光轴是物理实在吗?
光学设计文件的第一页,通常画着一条穿过所有透镜中心的虚线。标注为"光轴"(Optical Axis)。
所有公差分析、像差评价、MTF计算,都以这条线为基准展开。
但如果你走进车间,让一位磨边师傅"指给你看光轴在哪里",他会很为难——因为光轴不是任何物理实体。它不存在于任何机械表面,也不附着于任何几何特征。它只是设计者的一个数学约定。
正是这个看似哲学的问题——光轴到底在哪里?——构成了光学定心技术全部工程实践的逻辑起点。
1984年,一篇发表在光学工艺文献上的文章《基准轴与光轴》对此做了系统性论述。四十年后的今天,当我们使用TRIOPTICS OptiCentric系列精密中心偏差测量仪时,那些屏幕上的数据和曲线背后,仍然是这篇文章所阐述的基本原理在起作用。
二、可复现基准轴:一张可以反复使用的"标准尺"
2.1 什么是可复现基准轴?
光学制造的实际操作,需要一个可以被反复找到、反复使用的物理参照——这就是基准轴(Reference Axis)。
可复现基准轴,是指那些依附于透镜本身的几何特征、能够在不同工序间被重新建立的基准轴。它通常取两种形式之一:
形式一:透镜几何轴。 即透镜边缘柱面的对称轴。磨边工序的最后输出就是这条轴——将透镜外圆加工到指定直径,同时使外圆轴与光轴重合(或控制在公差范围内)。
形式二:基准面-边缘交线圆的中垂线。 以透镜的一个端面(通常取曲率半径较大、面形更稳定的那一面)为基准面,该面与边缘柱面的交线为一个圆,此圆的中垂线即为基准轴。这种形式在胶合定心和胶合后检验中使用最为普遍。
2.2 基准轴传递的基本环节
可复现基准轴的核心价值在于可传递性。1984年文献明确指出了其可能正确传递的基本链条:
单透镜检验 → 胶合定心 → 胶合后检验
这条传递链的逻辑是:胶合时使用的基准轴,应与单透镜检验时使用的基准轴一致。因为在当前的胶合定心工艺中(普遍采用转动透镜进行定心的方法),胶合面的中心误差无法在胶合过程中被独立校正——它完全由胶合前两个单透镜各自的残余偏心决定。
为什么磨边到胶合的基准轴传递不是必须的?
原因有两层:
第一,工艺不必要。 如图中所示(图2-4),胶合时透镜的放置方式通常是胶合面贴在磨边接头上,转到胶合工序时基准面就变换了。要求两个工序共享同一条基准轴,在工艺编排上成本过高。
第二,可以通过公差设计规避。 若磨边时R1面的中心误差允许值为X1,R2面为X2。当X2 > X1时(即R2面的公差比R1面宽松),单透镜检验可以省略——因为即使不检验,按磨边定心的精度水平,X2的要求自然满足。
当X2 ≤ X1(R2面公差比R1面更严格)时,必须提高R1面的定心要求(减小X1使得X2 > X1),以使胶合定心时R2面不超差。若磨边定心精度足够高(X1远小于X2),则单透镜检验可降级为抽检甚至省略。
这是一个经典的公差传递与成本优化的权衡——当工序间的精度冗余足够大时,可以跳过某些检验环节,而不损害最终质量。
2.3 可复现基准轴的适用边界
可复现基准轴在装配环节面临根本性困境:在镜筒内无法拨动透镜回转,因此无法在装配工位上重新建立透镜的几何轴或基准面-边缘交线轴。
装配时,透镜的实际位置由以下因素决定: - 镜筒台肩面的平行度与同心度 - 隔圈端面的平行度 - 压圈端面的平行度
在理想情况下(各台肩面和压圈端面均平行且同心),各透镜可自动实现共轴——基准轴即为各台肩面和压圈端面中心的联线。若在此条件下使用定心仪逐片调校,也才有了调整的物理空间。
这解释了为什么镜筒的精密加工(台肩平行度、内孔同心度)与镜片的中心偏差控制是同一枚硬币的两面——缺一不可。
三、难复现基准轴:精密仪器提供的"一次性命中"
3.1 定义与特征
难复现基准轴,是指由检校仪器提供的参考轴——通常是仪器的精密机械轴,或一条在调焦时空间位置不变的"特殊光轴"。
这类基准轴的特征是: - 客观性:不依赖于被测透镜的几何特征 - 一次性:每次重新装夹被测件时,基准轴需要重新建立,无法"原样复现" - 不可传递:它不能随透镜从一道工序传到下一道工序
3.2 适用场景
尽管不可传递,难复现基准轴在以下场景中不可替代:
-
胶合定心和镜头装配校正:通过定心仪观察反射像的运动轨迹,判断各表面的球心是否落在仪器的基准轴上
-
胶合完工透镜的检验:验证胶合后的综合中心误差
-
装配完成镜头的残余中心误差检验:通过旋转镜头测量各表面反射像轨迹,得出各面的残余偏心
3.3 核心矛盾:测量轴≠定心轴
在使用难复现基准轴进行检验时,必须面对一个关键事实:检验时的测量基准轴,不是胶合或装配时的定心基准轴。
这两条轴之间可以相差很大。仅仅对着测量基准轴读出的球心偏Cq值,并不能直接反映"光轴"究竟在何处。
这正是最小二乘轴要解决的问题。
四、最小二乘轴:数学意义上的"最佳光轴"
4.1 为什么要计算最小二乘轴?
当胶合或装配完成后,镜头各光学表面球心的空间分布是一个既定事实。测量基准轴给出了一组Cq值,但人们真正关心的是:若存在一条"最佳"的轴线,使得各表面相对于该轴线的残余中心偏差(在最小二乘意义上)达到最小,这条轴线在哪?
这条轴线,在1984年文献中被称为最小二乘轴,也被称为最佳基准轴。
4.2 计算原理
以一个三片胶合物镜为例,设各光学面对测量基准轴的球心偏实测值为Cq1、Cq2、Cq3,各面对应的曲率半径为R1、R2、R3。
最小二乘轴是一条直线:y = y₀ + x·tan(α)
其中y₀是最小二乘轴与y轴交点的坐标,α是最小二乘轴与测量基准轴的夹角。
通过最小二乘优化计算,可以求出y₀和α,进而计算出各面对最小二乘轴的残余球心偏Cq̄(上加横线表示对最小二乘轴的值)。
以一个具体算例为例:
|
表面编号 |
允许球心偏公差 |
对测量基准轴的实测Cq |
对最小二乘轴的Cq̄ |
|---|---|---|---|
|
R1 |
0.1647 |
— |
-0.0594 |
|
R2 |
0.0946 |
— |
+0.0277 |
|
R3 |
0.2696 |
— |
-0.0659 |
求得:y₀ = 0.11586,α = 0.0005154 rad
4.3 物理含义
最小二乘轴的物理含义是深刻的:它给出了"在统计意义上,这条轴线最贴切地体现了理想光轴"的数学判断。
在加工和校正过程中,操作者以当时的基准轴为参照,将各面球心调整到该基准轴上。由于存在残余调整误差,各球心并不严格共线。若事后换用另一条基准轴(测量轴)进行检验,读出的偏差会"放大"——不是因为镜头变差了,而是因为换了参照系。
最小二乘轴的作用,就是通过数学手段,在当前测量数据的基础上,重新找到那个"最接近理想光轴"的方向。
这个思想,在现代光学中心偏差测量软件中已被内化为自动算法——当你在OptiCentric系统上完成一圈测量后,屏幕上显示的"最佳拟合光轴"和各面残余偏心值,本质上就是这一计算逻辑的现代工程实现。
五、从1984到2026:理论不变,工具进化
5.1 核心思想的生命力
1984年文献提出的几个核心论断,在四十年后依然成立:
论断一:理想光轴实际上不存在。但定心加工和装校的目的,就是要用一条实际存在的基准轴来"逼近"它。当存在调整误差时,这条基准轴依然体现了设计时的理想光轴——从统计意义上说,它是对理想光轴的"最优估计"。
论断二:磨边的目的是为了得到一个正确的外形,使透镜的几何轴与光轴建立确定的数学关系。胶合的目的是要求各单透镜的光轴共轴——一般不需要也不可能要求它们共享同一条基准轴。
论断三:对胶合件和装配好的镜头的检验,并不要求测量基准轴与定心基准轴严格一致。通过最小二乘计算,可以从测量数据中还原出对最佳基准轴的残余中心误差。
论断四:基准轴传递的条件一旦被充分理解,就可以通过工艺设计(公差分配、基准面选择、检验环节的设置与省略)来优化整个生产流程的成本和质量。
5.2 现代工具的加持
在1984年,完成一次完整的光学中心偏差分析,需要手动计算最小二乘轴、逐面推算残余偏心——工作量巨大且容易出错。
今天,TRIOPTICS OptiCentric系列中心偏差测量仪已将这一整套理论封装为自动化测量流程:
-
自动旋转测量:通过高精度气浮转台带动被测镜头旋转,采集各表面反射像的运动轨迹
-
自动轴拟合:软件内置最小二乘算法,自动计算最佳拟合光轴及各面残余偏心
-
多模式切换:支持以外圆为基准、以法兰面为基准、以某一光学表面为基准等多种参考轴选取方式,对应文献中讨论的不同基准轴类型
-
数据追溯:测量结果可导出为完整报告,包含各面球心偏的矢量图、统计直方图和趋势分析
更关键的是,OptiCentric 3D将中心偏差测量与镜面定位功能集成一体,可同时输出各表面的三维坐标、镜片中心厚度和空气间隔。这使得"各表面的球心是否在同一条直线上"这一核心问题,可以在一次测量中完整回答。
"光轴到底在哪?"——这个问题的答案不在车间的地板上,也不在任何一台设备的刻度盘上。
它在设计者的数学约定里,在磨边机的高速回转中,在胶合工的手指微调下,在最小二乘算法的迭代收敛后。
1984年的文献用朴素的工程语言揭示了这一真相,而今天的OptiCentric系统,则将这份源自工艺深处的智慧编码进了每一行测量数据和每一个自动对焦的光斑里。
对于光学制造企业而言,理解基准轴理论的意义不仅在于"知道怎么测",更在于知道测出来的数字意味着什么——这才是从"会操作设备"到"真正懂工艺"的跨越。
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30
-
红外光学中的冷光阑效率,从制冷探测器到冷屏匹配的完整逻辑
一台热像仪的探测器冷却到77K,F/1.2的镜头收集了前方的红外辐射——但镜筒内壁、镜框边缘和挡光环同样在"发热",它们的300K黑体辐射如果未经遮挡直接到达探测器,相当于在信号上叠加了一个巨大的背景光子流。冷光阑(Cold Stop)是制冷红外系统中被低估的元件——它不仅是物理孔径,更是热背景抑制的一道光学"门槛"。本文从冷光阑的基本原理、冷屏F数匹配和工程实现三个维度,介绍冷屏效率在制冷红外系统中的核心角色。
2026-07-30
-
【实战笔记】Through-Focus曲线判读指南
很多读者私信问:Through-Focus扫描扫出来一条条"小山丘"似的曲线,到底该看什么?
这事儿操作上不算复杂:横轴找峰、纵轴看高、对比看分离。但真正难的是——曲线的不对称、视场间的错位、S/T曲线的间距,背后都对应着不同的像差和装调问题。不搞清楚这些形态对应的物理含义,看曲线和看天书差不多。
今天这篇就把Through-Focus曲线掰开揉碎讲清楚:拿到一份报告,先看什么、后看什么、看到什么特征对应什么问题。2026-07-30
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
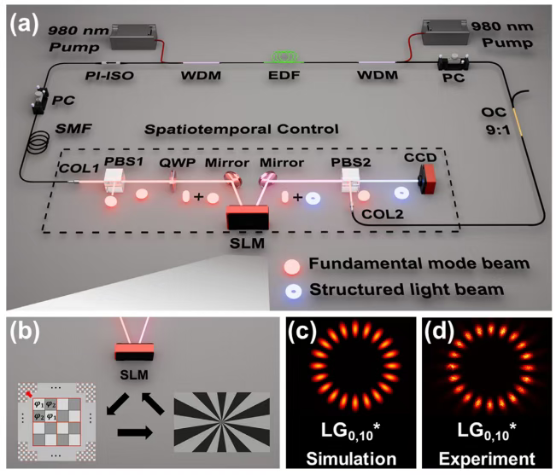
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29







