
中心偏差:光学系统成像质量的隐形杀手 ——从物理机制到精密测量的全链路解析
摘要:中心偏差(Centration Error)是光学系统中普遍存在且对成像性能具有决定性影响的几何误差类型。本文从物理光学和几何光学的基本原理出发,系统阐述中心偏差的产生机理及其对MTF、波前像差、非对称畸变等成像质量指标的退化机制。在此基础上,深入分析透射式与反射式中心偏差测量的技术路线、系统构成、精度边界及应用场景,并结合红外光学、非球面元件、AR/VR等新兴领域的特殊需求,探讨中心偏差测量技术的前沿发展方向。
一、引言:一个被低估的系统性风险
在光学系统的设计、加工和装调环节中,工程团队往往将大量精力投入在面形精度(PV/RMS)、表面粗糙度和膜层性能的管控上。这些指标固然重要,但有一个看似"粗放"却足以让上述所有努力付诸东流的因素常被忽视——中心偏差。
简单来说,中心偏差是指光学系统中各折射或反射表面的曲率中心偏离理想光轴的量。一个仅有数微米量级的中心偏差,就可能在成像面上产生显著的非对称像差——彗差(Coma)、像散(Astigmatism)、非对称畸变——这些像差类型极难通过后续图像处理算法完全校正。
更关键的是,中心偏差具有累积性。在多片式镜头中,每片透镜的残余偏心会沿光路逐级传递和放大,最终在系统层面叠加为不可忽略的"误差链"。因此,中心偏差的控制不是一个孤立的工序问题,而是贯穿于元件加工基准建立、镜座机械对中、装配工艺参数设定、乃至检测反馈闭环的系统性工程。
二、物理本质:中心偏差从哪里来?
2.1几何定义
在国际标准ISO10110体系中,中心偏差通常以两种方式表达:
面倾斜(SurfaceTilt):光学表面的对称轴相对于参考轴的倾斜角,单位为角分(′)或角秒(″)
面偏心(SurfaceDecenter):表面顶点相对于参考轴的横向偏移量,单位为微米(μm)
两者在物理上是等效的——都是描述光学表面几何中心与理想位置的偏离。对于一个半径为R的球面,曲率中心的横向偏移Δ与面倾斜角α之间的关系可近似为Δ≈α·R。
2.2误差链的物理传递
中心偏差的能量来自于光学系统的多个环节:
加工端:在研磨和抛光过程中,若元件的几何轴(外圆轴)与光学轴(由曲率中心定义)未对准,则完工元件天然携带偏心。对于高精度光学元件,这一环节的残余偏差通常可控制在5μm以内,但对于口径大、曲率半径长(接近平面的弱曲率元件),控制难度急剧上升。
装配端:镜片装入镜座时,存在镜座内孔的机械定位偏差、隔圈的平行度误差、压圈的受力不均导致的镜片倾斜。这些因素的综合效应,使得装配后的实际光轴偏离设计光轴。在消费电子镜头中(镜片口径3~8mm),装配偏心20~50μm即可对成像质量产生可察觉的影响。
环境端:温度变化引起的热膨胀差异、冲击振动导致的永久位移。在红外光学系统中,由于常用材料(锗、硒化锌、硫系玻璃)的热膨胀系数远高于可见光玻璃,温度敏感性更为突出。
2.3对成像质量的影响机制
中心偏差对成像质量的影响并非均匀分布在整个视场——它最显著的危害在于破坏像面的对称性。
以轴上中心偏差引起的彗差为例,其波前误差W与偏心量Δ的关系可表为:
W∝Δ·NA³
其中NA为系统数值孔径。该关系揭示了一个关键事实:高数值孔径系统对中心偏差的敏感度呈三次方放大。换言之,对于NA=0.75的高端显微物镜,其偏心容忍度远低于同口径的望远系统。
在MTF曲线上,中心偏差的影响表现为:-子午与弧矢MTF的分裂——这是最直接的诊断特征-高空间频率段对比度的非对称衰减-边缘视场的MTF塌陷早于中心视场
三、检测技术的演进:从机械对中到光学精密测量
3.1传统方法及其局限
早期的中心偏差检测依赖机械量具和人工判读:百分表打跳动、V型块定位、肉眼观察反射像的偏移。这些方法的共同缺陷在于:
精度天花板明显:机械接触式测量难以突破微米级精度
无法测量透过元件的内部偏心:对于胶合透镜组,机械方法只能探测外圆,无法感知内部界面的偏差
主观性强:依赖操作者经验,重复性差
效率低下:无法实现在线检测和生产节拍匹配
3.2现代光学测量方法的崛起
20世纪90年代以来,以德国TRIOPTICS公司OptiCentric系列为代表的光学式中心偏差测量仪,将这一领域的测量精度和效率推向了新的高度。
其核心测量原理基于双光路自准直法:
将测量光束聚焦于被测表面的曲率中心
旋转透镜元件(或旋转测量头),记录反射光斑的运动轨迹
反射光斑的轨迹圆的直径与曲率中心的偏心量成正比
这一方法的精度瓶颈不取决于机械精度,而取决于光学系统的分辨率和信号处理算法。现代OptiCentric系统在曲率中心测量模式下可获得优于0.1μm的偏心测量精度。
关键公式:
偏心量e=d/(2·β)
其中d为反射光斑轨迹圆直径,β为测量光学系统的横向放大率。

四、关键产品与技术方案对比
4.1标准型中心偏差测量仪
以OptiCentric系列为例,其标准型号可覆盖可见光波段的透射式和反射式测量需求,适用于球面、平面及弱非球面光学元件的中心偏差检测。系统集成了高精度气浮转台和自动对中算法,测量过程高度自动化。
典型应用:手机镜头镜片、车载镜头镜片、安防镜头镜片的量产检测。
4.2红外多波段测量方案
红外光学系统(热成像、红外导引、气体探测)对中心偏差控制的需求日益增长——因为红外材料的折射率高(锗n≈4.0),相同偏心量引起的波前误差远大于可见光材料。
OptiCentricIR专门针对红外波段设计,采用红外光源(中波MWIR3-5μm或长波LWIR8-12μm)和对应的红外探测器,使红外光学元件和组件的中心偏差测量得以在"使用波长"下进行——这一点至关重要,因为红外材料的折射率随波长变化剧烈,用可见光测量推算红外波段的偏差会产生模态误差。
4.33D综合测量方案
OptiCentric3D将中心偏差测量与镜面定位功能集成为一体,可同时测量:
各表面的中心偏差(倾斜+偏心)
镜片间的空气间隔
镜片的中心厚度
各表面在空间中的三维坐标
这一功能对于复杂镜头的精密装调具有重大工程价值——工程师可以在装调过程中实时获取所有关键几何参数,判断是否需要调整隔圈厚度、是否需要更换镜片。
4.4针对非球面的特殊方案
非球面元件的中心偏差测量存在独特难点:被测表面不再具有单一的曲率中心。AspheroCheckUP采用特殊的测量策略——在被测非球面的最适拟合球面(Best-FitSphere)基础上建立等效曲率中心,从而实现非球面的自动定位和高精度偏心测量。
五、从测量到控制:工程实践中的关键考量
5.1测量基准的建立
中心偏差的定义始终相对于某个"参考轴"。在实际工程中,参考轴的选取方式直接影响测量结果的工程意义:
以外圆为参考:反映元件加工偏心,适用于以镜座内孔定位的装配方案
以法兰面为参考:适用于法兰定位的装配方案
以另一光学表面为参考:适用于"逐片定心"的装配策略
测量基准的选择必须与实际装配定位方式一致,否则测量数据将失去工程指导意义。
5.2修正策略的选择
当检测到中心偏差超差时,有三种基本修正策略:
修正策略A:车削修正(定心车削)将镜片安装在与镜座外圆同轴的精密车削主轴上,以外圆为基准车削镜座外圆,使光学面曲率中心与机械轴重合。详见本站文章《定心车削工艺在光机共轴组件制造中的工程分析》。
修正策略B:装配补偿通过微调镜片在镜座中的位置(如使用偏心环、可调镜座),利用一个镜片的偏差补偿前一镜片的偏差。策略复杂,需要精确数学模型支持。
修正策略C:容差重分配在系统级重新进行公差分析,将各元件的容许偏心量重新分配,使加工成本与装配成本达到最优平衡。
5.3精度与经济性的平衡
对于光学制造企业而言,最关键的问题不是"能否测得更准",而是"在给定的精度要求下,如何以最优成本实现"。
一般而言:-消费电子镜头:中心偏差控制目标2~5μm,检测手段以标准OptiCentric即可满足-工业/车载镜头:控制目标1~3μm-光刻物镜/天文光学:控制目标<0.5μm,需结合干涉测量进行最终验证
六、新兴应用场景与检测技术趋势
6.1AR/VR光学系统
AR光波导(Waveguide)和VRPancake折叠光路透镜引入了全新的系统构型——多层光波导之间的平行度、耦入/耦出光栅的对准精度、Pancake结构中偏振膜与半透半反膜的对准——这些本质上都是"广义的中心偏差"问题,但传统测量方案难以直接适用。ImageMasterLabAR/VR系列正是为解决此类测量需求而开发。
6.2自由曲面光学
自由曲面(Freeform)已从学术概念走向量产应用(车载HUD反射镜、超短焦投影镜头)。自由曲面没有传统意义上的"光轴"和"曲率中心",中心偏差的定义本身需要重新审视。目前的解决方案是在设计阶段嵌入基准标记(FiducialMarks),在测量阶段通过视觉识别与计算全息补偿相结合的方式实现等效测量。
6.3在线/在位测量
传统中心偏差测量是"离线"的——元件从生产线上取下、送到测量室、安装到测量仪上。新一代技术追求"在位测量"(In-SituMeasurement),即在装配工位上直接测量,实现"测-调-装"一体化闭环控制。这要求测量系统具备更高的环境鲁棒性和更快的测量节拍。
中心偏差测量看似是光学制造链条中的一个小环节,但它以一己之力连接了光学设计、精密加工和系统装调三个核心环节。一个优秀的中心偏差测量方案,不仅提供数据,更应赋能整个工艺流程的优化决策。
对于光学企业而言,建立系统性的中心偏差管控能力——从元件级到组件级、从可见光到红外、从球面到非球面再到自由曲面——是通往高端光学制造的必由之路。
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30
-
红外光学中的冷光阑效率,从制冷探测器到冷屏匹配的完整逻辑
一台热像仪的探测器冷却到77K,F/1.2的镜头收集了前方的红外辐射——但镜筒内壁、镜框边缘和挡光环同样在"发热",它们的300K黑体辐射如果未经遮挡直接到达探测器,相当于在信号上叠加了一个巨大的背景光子流。冷光阑(Cold Stop)是制冷红外系统中被低估的元件——它不仅是物理孔径,更是热背景抑制的一道光学"门槛"。本文从冷光阑的基本原理、冷屏F数匹配和工程实现三个维度,介绍冷屏效率在制冷红外系统中的核心角色。
2026-07-30
-
【实战笔记】Through-Focus曲线判读指南
很多读者私信问:Through-Focus扫描扫出来一条条"小山丘"似的曲线,到底该看什么?
这事儿操作上不算复杂:横轴找峰、纵轴看高、对比看分离。但真正难的是——曲线的不对称、视场间的错位、S/T曲线的间距,背后都对应着不同的像差和装调问题。不搞清楚这些形态对应的物理含义,看曲线和看天书差不多。
今天这篇就把Through-Focus曲线掰开揉碎讲清楚:拿到一份报告,先看什么、后看什么、看到什么特征对应什么问题。2026-07-30
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
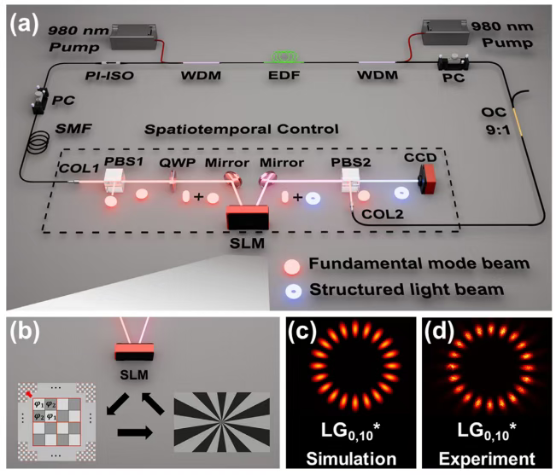
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29







