
光学元件曲率半径检测方法比较 ——从球径仪到波长移相干涉
曲率半径偏离设计值 0.1%,系统 MTF 可能直接掉 10%。选对检测方法,比你想的重要得多。
一、为什么曲率半径这么重要?
光学设计完成后,落到图纸上的关键参数就那么几个:曲率半径、中心厚度、材料折射率、面形公差。其中,曲率半径(Radius of Curvature, RoC) 是最容易被低估的一个。
很多工程师有个误区:觉得曲率半径嘛,差一点没关系,反正后面装调可以补。但实际情况是——曲率半径的偏差会直接改变光焦度分布。一个三片式镜头,如果第一面曲率半径加工偏了 0.2%,经过整个光路传播,最后的焦点位置可能跑了上百微米。这不是装调能解决的,是设计基准变了。
更麻烦的是,曲率半径的公差经常和面形公差耦合在一起。用干涉仪测面形的时候,软件会自动扣除"最佳拟合球面"——这个拟合球面的半径,就是你测出来的曲率半径。如果这个值不准,你后续所有的面形分析、光圈判读,基础都是歪的。
一句话:曲率半径测不准,面形测了也白测。
二、五种主流检测方法,一一拆解
目前工业上常用的曲率半径检测方法,大致可以分为三大类:接触式机械法、光学自准直法、干涉法。下面逐一展开。
2.1 球径仪法(Spherometer)——经典永不过时
原理
球径仪基于一个极其简单的几何关系——球缺公式:
R = r²/2h + h/2
其中:
-
r:测量环半径(已知)
-
h:矢高——探针从测量环平面到球面顶点的垂直距离(测量值)
-
R:曲率半径(计算结果)
实际结构中,测量环由三个呈等边三角形分布的高精度支撑球构成。探针位于三角形中心,垂直下移接触镜片表面,位移量就是矢高 h。
关键设计要点
球径仪看似简单,要做好却不易。三个关键问题:
① 接触力控制。探针压在镜片表面,力太大会产生"压陷误差"——镜片本身或探针的弹性形变会直接吃掉几微米的矢高读数。现代高端球径仪将接触力控制在毫牛顿量级,并通过力反馈伺服保持恒定。
② 阿贝原则。如果测量轴(探针运动方向)和位移传感轴不在同一直线上,导轨的任何直线度误差都会被放大。所以好的球径仪一定遵循阿贝原则——测量轴 = 传感轴。
③ 材料稳定性。主体结构用热膨胀系数极低的材料(如因瓦合金),并经长时间自然时效。支撑球选红宝石或碳化钨——硬度够,不会划伤镜片,自身磨损也小。
代表产品指标
|
型号 |
编码器分辨率 |
编码器精度 |
测量精度 |
定位 |
|---|---|---|---|---|
|
SpheroCompact |
0.1μm |
±0.5μm |
±0.05% |
入门紧凑型 |
|
SuperSpherotronic |
0.1μm |
±0.5μm |
±0.01% |
工业标准型 |
|
UltraSpherotronic |
0.02μm |
±0.1μm |
±0.005% |
计量级 |
注意:±0.05% 意味着 R=100mm 的镜片,绝对误差约 ±0.05mm;±0.005% 则只有 ±5μm。差了一个数量级。
适用场景
-
优势:操作简单、对环境要求低、不挑镜片口径、凸凹面通吃、适合产线批量抽检
-
局限:接触式,软质材料或镀膜表面有风险;小矢高(大曲率半径)时误差被放大

2.2 三坐标测量法(CMM)——铣磨阶段的"够用就好"
原理
用三坐标测量机在镜片表面采点(通常几十到几百个点),拟合球面,算出曲率半径。本质上是一个多点拟合问题。
精度分析
有研究系统分析了 CMM 测曲率半径的误差源:测头半径补偿误差、机器几何误差、温度导致的零件变形、拟合算法误差等。结论很明确:
-
F 数越小(曲率越大),CMM 的精度越高,因为球面"弯曲得厉害",采点拟合的几何约束强
-
F 数越大(曲率越小、接近平面),采点几乎落在同一个平面上,拟合结果对噪声极其敏感,误差急剧增加
与激光干涉仪的对比实验表明:CMM 的测量不确定度能够满足铣磨加工阶段的要求,但达不到抛光后的终检精度。
适用场景
-
定位:工序间检测——铣磨后、抛光前
-
优点:通用性强,同一台设备可测多种参数(外径、中心厚等)
-
局限:精度天花板明显,不适合作为最终验收手段
2.3 自准直法(Autocollimation)——百年经典的另一种可能
原理
以被测球面自身作为反射面:当入射光恰好沿球面法线方向照射时,反射光原路返回,在像面上生成清晰的自准像。
测量分两步:
-
找球心 C:自准直显微镜调焦到球心位置,看到清晰的分划板自准像
-
找顶点 A:显微镜向镜片移动,调焦到镜片表面顶点
-
曲率半径 R = |C - A|:两次调焦位置之间的距离
双线定焦——把精度再提高 3-5 倍
传统自准直法依赖清晰度定焦——操作者凭肉眼判断"最清晰"的位置。这里的主观误差很大。
后来出现了一种改进方案叫双线定焦法:在分划板上放置两条非常接近的线条,人眼观察的不是"清晰度",而是两条线之间的对比度。当对比度降到 0.03(刚好无法分辨两条线)时,认为到达定焦位置。
人眼对对比度变化的敏感度远高于对清晰度的感知——这利用了人眼生理特性。实测数据表明,双线定焦的定焦准确度比清晰度定焦提高 3-5 倍。
精度指标与适用场景
-
自准直望远镜:适用于曲率半径从几米到几十米的凹凸球面
-
自准直显微镜:测量范围几毫米到约 1m,相对不确定度可达 10⁻⁴(万分之一)——即 R=200mm 时,绝对误差不超过 2μm
-
局限:要求被测面抛光(否则反射像不清晰);对操作者经验有依赖;大口径长半径测量时设备需较长导轨
2.4 干涉仪法(Interferometry)——最主流的非接触方案
原理
用激光干涉仪(菲索型或泰曼-格林型)产生参考球面波。移动被测镜片,当镜片的曲率中心与参考球面波的会聚点重合时,干涉条纹最少("猫眼"位置);继续移动到镜片表面顶点与会聚点重合时,再次看到零条纹("共焦"位置)。
曲率半径 = 两个位置之间的轴向位移量
精度与局限
干涉仪法的精度取决于三个因素:
-
位移测量精度:高精度光栅尺或激光测距,通常可达 ±1μm 或更好
-
猫眼/共焦位置的判断精度:依赖于干涉条纹的判读,操作经验重要
-
环境稳定性:振动、气流扰动都会导致条纹跳动,造成定焦不准
在实验室环境下的实测对比表明,干涉仪法与球径仪的相对误差可控制在 0.02% 以内。
适用场景
-
非接触:对软材料、镀膜镜片友好
-
面形和曲率一套设备搞定:同一台干涉仪既测面形又测曲率,效率高
-
局限:设备投入大、对环境要求严(隔振、恒温)、大口径大半径时受限于导轨长度
2.5 RTCGH + 波长移相法——计量级的新高度
这是近年学术研究的前沿方向,中科院长春光机所发表过系统性的研究成果。
原理
两个核心技术组件:
-
反射式计算全息元件(RTCGH):作为曲率半径的绝对参考基准,先标定好标准镜头参考面的准确曲率
-
波长移相干涉技术:通过微调激光波长来改变干涉相位,精确测量干涉腔的腔长
组合起来:RTCGH 给出"零位基准",波长移相给出"精确距离",两者相减即得被测曲率半径。
实测数据
对 R≈157mm 的口径 100mm 球面样品进行了验证实验:
-
本方法测量结果:157.1083mm
-
与接触式球径仪对比:相对误差 <0.02%
-
方法优势:误差源少、不需要长导轨、操作相对简便
前景
目前还主要在实验室和计量机构应用,但随着 CGH 加工成本下降和波长调谐激光器普及,有望在高端产线推广应用。
三、五种方法综合对比
|
维度 |
球径仪 |
CMM |
自准直法 |
干涉仪法 |
RTCGH+移相 |
|---|---|---|---|---|---|
|
原理类别 |
接触机械 |
接触拟合 |
光学自准 |
光学干涉 |
计算全息+干涉 |
|
典型精度 |
±0.005%~0.05% |
±0.05%~0.2% |
±0.005%~0.01% |
±0.005%~0.02% |
±0.01%~0.02% |
|
是否接触 |
是 |
是 |
否 |
否 |
否 |
|
需抛光 |
否 |
否 |
是 |
是 |
是 |
|
设备投入 |
低~中 |
中 |
中 |
高 |
很高 |
|
操作门槛 |
低 |
中 |
中~高 |
高 |
很高 |
|
环境要求 |
低 |
中 |
中 |
高 (隔振恒温) |
高 |
|
批量效率 |
★★★★★ |
★★★ |
★★ |
★★★ |
★ |
|
适用阶段 |
全流程 |
铣磨后 |
抛光后 |
抛光后 |
计量/终检 |
四、选型决策树:你应该用哪种?
给你一个实用决策框架,按实际情况对号入座:
镜片抛光了吗?
├─ 没有 → CMM(铣磨阶段够用)
└─ 抛光了
├─ 预算有限 / 批量产线?
│ └─ 球径仪(性价比之王,UltraSpherotronic 可到计量级)
├─ 已经有干涉仪了?
│ └─ 干涉仪法(面形+曲率一站式搞定)
├─ 需要非接触 + 长半径(>1m)?
│ └─ 自准直望远镜法
└─ 最高计量精度 / 科研场景?
└─ RTCGH+波长移相法(当前主要还在实验室)
几个具体建议
1. 量产镜头产线:球径仪是骨灰级选择。一台 UltraSpherotronic,每天可以测几百片,测一片不到 30 秒,精度 0.005%。性价比无可匹敌。
2. 打样/小批量/镀膜镜片:干涉仪法更合适。同一台设备面形+曲率全搞定,而且非接触,不用担心划伤镀膜层。
3. 大口径天文/航天镜片:干涉仪法或自准直法。球径仪的测量环直径有上限(通常最大 150mm),大口径镜片需要更大的环或者改用光学方法。
4. 铣磨工序的快速反馈:CMM 完全是够用的。一台三坐标可以同时检测外径、中心厚、曲率半径,一台设备覆盖多道工序的巡检需求。
五、写在最后
曲率半径的检测,说到底是精度与效率的权衡。
接触式球径仪从二十世纪初用到现在,一百多年了,原理没变,还在用——因为确实好用。干涉仪法精度更高、还能顺带测面形,但设备和环境投入大。自准直法在长半径场景有独特优势。RTCGH+移相法代表了未来方向,但从实验室到产线还需要时间。
选什么方法不重要,重要的是你知道每种方法的天花板在哪里,你的需求有没有踩到它的地板。
上次和一个老光学师傅聊天,他说了一句话我印象很深:"曲率半径这东西,看着简单,其实是光学制造里的照妖镜——你工艺水平怎么样,测测曲率就知道了。"
共勉。
参考资料:
· 田志辉等,《高精度曲率半径测量方法及其不确定度》,光学精密工程,2013
· 三坐标检测光学元件曲率半径的误差分析
· TRIOPTICS SpheroMeter 产品技术资料
· 光电汇OESHOW,《微知识 | 光学元件曲率半径的测量》
· 中国光学,《五维位姿监测的曲率半径高精度测量》,2023
欧光科技(福建)有限公司 | EUROPTICS®
专注超精密光学检测设备与解决方案
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30
-
红外光学中的冷光阑效率,从制冷探测器到冷屏匹配的完整逻辑
一台热像仪的探测器冷却到77K,F/1.2的镜头收集了前方的红外辐射——但镜筒内壁、镜框边缘和挡光环同样在"发热",它们的300K黑体辐射如果未经遮挡直接到达探测器,相当于在信号上叠加了一个巨大的背景光子流。冷光阑(Cold Stop)是制冷红外系统中被低估的元件——它不仅是物理孔径,更是热背景抑制的一道光学"门槛"。本文从冷光阑的基本原理、冷屏F数匹配和工程实现三个维度,介绍冷屏效率在制冷红外系统中的核心角色。
2026-07-30
-
【实战笔记】Through-Focus曲线判读指南
很多读者私信问:Through-Focus扫描扫出来一条条"小山丘"似的曲线,到底该看什么?
这事儿操作上不算复杂:横轴找峰、纵轴看高、对比看分离。但真正难的是——曲线的不对称、视场间的错位、S/T曲线的间距,背后都对应着不同的像差和装调问题。不搞清楚这些形态对应的物理含义,看曲线和看天书差不多。
今天这篇就把Through-Focus曲线掰开揉碎讲清楚:拿到一份报告,先看什么、后看什么、看到什么特征对应什么问题。2026-07-30
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
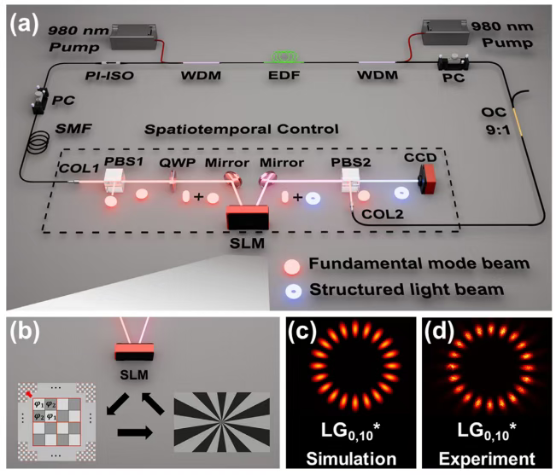
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29







