
激光器功率提升后光束质量劣化的原因及应对策略
在激光器应用过程中,常会出现这样的现象:当逐步提升驱动电流以提高输出功率时,功率计显示的数值呈线性增长,但光束分析仪检测到的光束质量因子(M²)却显著增大,伴随聚焦光斑直径扩大、远场发散角变宽等问题。这一现象并非设备故障或偶然情况,而是半导体激光器在高功率运行状态下的固有物理特性,其背后蕴含着明确的物理原理与工程逻辑。

一、光束质量的核心量化指标——M²因子
光束质量的优劣,可通过M²因子(光束质量因子,又称衍射极限倍数)进行精准量化。该因子的定义为:实际光束的束腰半径与发散角的乘积,与理想高斯光束对应乘积的比值,其数学表达式为:M²=(w₀·θ)/(λ/π)(式1)。其中,理想高斯光束的M²因子为1,这是光束质量的理论极限值。
在实际应用中,所有激光器的M²因子均大于1。M²因子的数值直接决定了光束的聚焦能力与传播距离:M²因子越接近1,光束质量越好,聚焦后的光斑越细,传播过程中的能量衰减越小;若M²因子增大至2,则意味着聚焦光斑直径是理想高斯光束的2倍,焦深同时缩小至原来的1/4,严重影响激光的实际应用效果。
二、高功率下光束质量劣化的核心原因
激光器功率提升后光束质量劣化,核心源于两大物理效应的叠加作用,其中热透镜效应是根本原因,多横模竞争则进一步加剧了这一现象。
(一)热透镜效应:功率越高,谐振腔结构越不稳定
半导体激光器及固体激光器在高功率运行时,增益介质会被泵浦光持续加热,进而形成径向温度梯度——介质中心温度高、边缘温度低。由于介质的折射率随温度升高而增大(dn/dT>0),这种温度分布差异会使增益介质形成一个等效的“热透镜”结构:介质中心区域折射率较高,光程更长,相当于一个正透镜。
热透镜的形成会直接改变激光器谐振腔的模式结构,导致基模光斑尺寸随功率变化而偏移,同时高阶横模被选择性放大,最终引发M²因子上升。这一过程具有不可避免性:只要激光器输出功率存在,就会产生温升,进而形成热透镜,导致光束质量劣化;且功率越高、散热条件越差,热透镜效应越显著,光束质量劣化越严重。
(二)多横模竞争:高功率下高阶模被激发
激光器在低功率运行时,谐振腔内的增益主要被基横模(TEM₀₀)独占,此时光束质量较好,M²因子可接近1。随着输出功率的提升,增益饱和效应逐渐显现,基横模无法再耗尽腔内所有增益,此时高阶横模(如TEM₁₀、TEM₀₁等)被逐步激发并参与振荡。
高阶横模具有独特的空间分布特征,例如TEM₁₀模存在两个旁瓣,中心能量密度较低,会直接导致光斑变宽;多横模同时振荡会大幅降低光束的空间相干性,最终使M²因子显著上升。对于多模光纤耦合激光器而言,这种多横模竞争是设计阶段就需接受的固有代价,因此这类激光器的规格书通常会分别标注“单模功率”与“多模功率”,其中单模工作区的M²因子可接近理想值,而多模工作区的M²因子往往大于2。
三、光束质量劣化的工程排查与应对方案
当检测到激光器M²因子增大、光束质量劣化时,可按照以下步骤逐步排查并优化,以最大限度缓解这一问题:
第一步,检查散热系统是否充分。重点排查TEC温控模块的运行状态,适当降低激光器底板温度后重新检测M²因子,良好的散热可有效抑制热透镜效应,缓解光束质量劣化。
第二步,确认功率是否超出单模工作区。对照激光器规格书,明确单模与多模功率的边界,将输出功率控制在单模工作区内,可确保光束质量维持在较好水平。
第三步,排查光路中的模式混扰。检查光纤是否存在过度弯曲、机械应力过大等情况,必要时可采用空间滤波器对光束进行净化,减少模式混扰对光束质量的影响。
第四步,若需同时兼顾高功率与良好光束质量,可考虑更换激光方案,例如选用天然单模的光纤激光器,或采用光束整形技术对劣化的光束进行优化,实现功率与光束质量的平衡。
激光器的输出功率与光束质量之间存在内在的物理张力:高功率输出必然伴随热效应的产生,而热效应又会通过热透镜效应、多横模竞争等机制劣化光束质量。这一现象并非工程设计缺陷,而是由激光器的物理特性决定的客观约束。
在激光器的设计、选型与应用过程中,需充分理解这一约束关系,根据实际需求做出合理取舍:若优先保证光束质量,可将功率控制在单模工作区;若需高功率输出,可接受一定程度的M²因子上升,或通过优化散热、采用光束整形技术、更换激光方案等方式,在功率与光束质量之间寻求最佳平衡,确保激光器满足具体应用场景的需求。
-
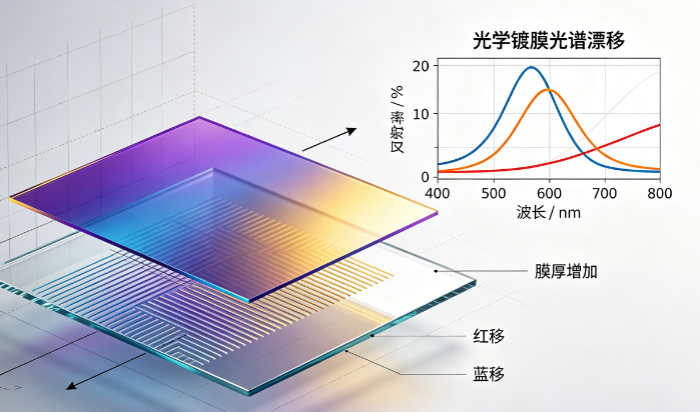
光学镀膜光谱漂移:膜厚偏差与折射率不均匀对光谱性能的量化影响
一片设计中心波长为550nm的增透膜,镀膜后的实测反射率最低点在532nm——"漂了18nm"。这个18nm的偏差意味着:在550nm的设计目标波长处,实际反射率可能是设计值的2~5倍(从<0.1%跳变到0.2%~0.5%)。在精密光谱仪器中,这个漂移会转化为光通量的系统性损失;在多通道光学系统中,不同通道的反射率偏差成为像面颜色不均匀性的直接来源。镀膜光谱漂移的根本原因在于两个相互独立的变量:膜层总光学厚度(n×d)的偏差和膜层材料折射率n的偏差。两者耦合在一起,使漂移分析需要从分光光度计的实测光谱中反推偏差的来源。本文从膜厚和折射率两个维度分析漂移机制,介绍从光谱反推到工艺控制的完整链路。
2026-08-07
-

圆形艾里光束实现高非局域非线性响应精准测量光学非线性检测再添新方法
近日,河南师范大学物理学院赵兴东副教授、朱遵略教授团队联合南开大学物理学院胡毅教授团队提出一项光学测量新成果:利用圆形艾里光束的非线性传输特性,实现高非局域非线性介质响应的定量精准测量。相关研究论文以《Measurementof Highly Nonlocal Nonlinear Responsesvia Circular Airy Beams》为题,发表于光学领域权威期刊《Laser&Photonics Reviews》,为结构光在非线性光学检测领域的应用开辟了全新路径。
2026-08-07
-

折射率测量中的环境补偿:温度、气压和湿度如何影响你的数据
折射率测量中的环境补偿不只是干涉仪上的Edlén公式修正——它涉及三个独立的修正维度:样品的自身热光效应(材料折射率随温度变化)、空气折射率的温度和气压修正、以及测量波长的精确定标。三者中任何一个被忽略,折射率精度就不再是10⁻⁵量级,而是10⁻⁴甚至10⁻³。本文系统介绍折射率测量中三重环境补偿的完整逻辑。
2026-08-07
-

有效焦距与后焦距:两个容易混淆的参数及其工程差异
有效焦距(EFL, Effective Focal Length)告诉光学设计者"这个镜头对光线的偏折能力相当于多少mm的理想薄透镜";后焦距(BFL, Back Focal Length)告诉机械装配者"从最后一镜片后表面到探测器或胶片的距离是多少mm"。这两个数值可以相差悬殊——同一个镜头,EFL可能是50mm,但BFL可能只有15mm或大到80mm。在产线中错误地用BFL代替EFL进行焦距验收,或将EFL和BFL混淆用于机械设计,都会导致不可接受的系统误差。本文从定义、测量和工程差异三个维度,厘清这两个参数的本质区别。
2026-08-06
-

【行业视野】距离深圳这场光电盛会还有35天,光学检测赛道正在酝酿什么变化?
第27届CIOE中国光博会定在9月9日到11日,宝安那个大展馆。但今年有个变化:三展联动。CIOE本身26万平方米,加上IICIE国际集成电路创新博览会和elexcon深圳电子展,三个展加起来34万平方米,参展企业超过5000家。按官方说法,这是一条从材料到器件、从制造到芯片、从系统到应用的全链条。
2026-08-06







