
光学定心车削技术在精密显微镜物镜制造中的应用研究
随着生命科学、半导体检测、激光材料加工等领域的快速发展,复杂光学系统对成像性能的要求不断提升,尤其是衍射极限成像能力的实现,对镜头组件装配的对准精度提出了极为严格的微米级要求。传统装配工艺在公差控制、批量一致性等方面存在明显局限,难以满足高数值孔径(NA)物镜的制造需求。本文介绍了一种基于光学定心车削的光机共轴组件(透镜+镜座)精密装配技术,阐述其核心原理、关键设备特性、设计要点,并结合实际应用案例,论证该技术在实现微米级对准、提升产品性能与批量一致性方面的优势,最后对其应用前景进行展望。
1引言
精密透镜的安装技术在过去数十年间未发生根本性变革,目前主流的装配方式主要分为两类:一类是“Drop-in式”装配,通过肩阶、隔圈与螺纹压环夹持透镜外径,该方式成本低廉、装配便捷且便于拆卸,但对金属与玻璃直径的公差控制要求极高,可调性极差;另一类是“PokerChip式装配”,采用外镜筒嵌套多个内镜筒的光机设计,可实现较高精度,适用于对性能要求更为严苛的场景。
在显微镜物镜制造领域,随着生命科学、半导体检测等应用对高数值孔径、衍射极限成像的需求日益增长,传统装配工艺的局限性愈发凸显。小尺寸透镜元件(直径小于5毫米)无法适用螺纹压环装配,高数值孔径带来的微米级倾斜与偏心公差要求,以及可调节轴向空气间隔的需求,均对传统制造方法提出了新的挑战。在此背景下,光学定心车削技术应运而生,成为解决精密透镜组件装配难题的关键方案。

2显微镜物镜制造的特殊挑战
显微镜物镜的光机设计与制造面临多重特殊挑战,这些挑战直接决定了传统装配工艺难以满足其性能要求,具体体现在以下四个方面。
首先,元件尺寸限制带来的装配难题。显微镜物镜的核心元件通常尺寸微小,直径小于5毫米,传统螺纹压环夹持方式无法适用,需采用更精密的固定与对准方式。
其次,高数值孔径的公差要求。生命科学领域的双光子显微镜、超分辨率显微镜、光片显微镜等应用,需要物镜工作在NA1.0或接近NA1.0的衍射极限状态,这对透镜的倾斜与偏心公差提出了微米级要求,传统装配工艺的公差累积难以满足该标准。
再次,可调节轴向空气间隔的需求。在流式细胞仪、荧光显微镜等应用中,为适应不同盖玻片厚度,需实现轴向空气间隔的灵活调节,而浇注固定的透镜元件或镜座无法满足这一需求,进一步增加了装配难度。
最后,特殊应用场景的严苛要求。在半导体检测设备中,物镜需工作在紫外光谱波段,对衍射极限性能的公差要求更为严格;在激光钻孔、激光退火等激光材料加工中,要求聚焦光斑全程对称、均匀,需采用公差更严格的复杂物镜设计,传统工艺难以实现。
3解决方案:光学定心车削技术
光学定心车削是目前唯一能够对准已安装透镜所有相关参数的精密加工技术,可实现透镜光轴与镜座机械轴的微米级同轴对准,加工精度可达0.5微米,有效解决了传统装配工艺的痛点,其核心原理与关键技术如下。
3.1核心原理
光学定心车削的核心流程分为三个关键步骤:首先,将透镜预先固定在光机共轴组件镜座内,可采用低应力粘合剂(适用于高精度需求)、压边或螺纹环固定(适用于高功率紫外等特殊应用场景);其次,通过自动对准夹具,将已安装透镜的光轴与机床主轴轴线对准,消除透镜的倾斜与偏心误差;最后,利用金刚石刀具,相对于镜座的光轴进行精密车削,加工镜座的外径表面、前后接触表面等关键部位,确保镜座机械表面与光学轴、机械轴同心,建立统一的光机基准。
3.2关键测量技术
光学定心车削的高精度依赖于先进的测量技术,主要包括透镜中心偏测量与尺寸精度测量两大类。
透镜中心偏测量采用自准直仪聚焦于透镜表面的曲率中心(反射模式),通过CCD相机观察透镜表面反射的像,软件自动控制整个测量过程。当存在中心偏误差时,样品在主轴旋转过程中,反射像会描绘出一个圆,该圆的半径与中心偏误差大小成正比,测量结果可表示为跳动圆的半径或表面的倾斜量。软件算法利用测得的曲率中心偏心角,结合透镜设计参数,计算出倾斜和位移信息,为对准操作提供依据。其中,球面中心偏误差由曲率中心到参考轴的距离定义,也可通过面倾角误差χ表示,二者满足关系式χ=arcsin(a/r)(r为被测表面的曲率半径);若需转化为透镜边缘的偏心量S,则满足关系式S=D*tanχ(D为透镜直径)。
尺寸精度测量方面,光学定心车削工作站除集成高分辨率自准直仪外,还配备了接触式与非接触式距离传感器,对镜座的相关机械参数进行高精度测量。通过逐步加工、逐步检测的闭环流程,确保镜座加工精度达到设计要求。值得注意的是,加工前的镜座无需满足异常严格的公差,只需预留足够的偏移余量,即可通过后续加工达到所需公差标准,降低了前期加工难度。
3.3操作软件系统
以TRIOPTICSGmbH生产的ATS 200光学定心车削工作站为例,其采用基于Windows的图形用户界面,将机器操作与中心偏测量程序有机整合,操作便捷、易于上手。操作人员可通过图形编辑器输入镜座加工尺寸与透镜光学数据,软件自动计算所有轴的运动轨迹,包括测量运动与加工运动,并主动提示操作人员下一步操作,实时监控调整与生产结果。加工完成后,软件可生成包含已达成公差的证书,实现单个已安装透镜生产过程的可追溯。此外,该系统可将数据同步至质量管理系统,实现与其他计量设备、ERP软件及质量管理软件的数据共享与协同管理。
4TRIOPTICS ATS200的核心优势
TRIOPTICS ATS200光学定心车削工作站凭借其精密的测量技术、稳健的加工流程与智能化的软件系统,在精密物镜制造中展现出显著优势。其一,精度卓越,结合精密中心偏测量技术与金刚石刀具加工,可实现0.5微米的加工精度,满足高数值孔径物镜的微米级对准要求;其二,兼容性强,既能适应大批量生产的高效需求,又能通过快速设置,满足小批量、多品种透镜的加工需求;其三,操作便捷,智能化软件系统降低了操作人员的技能门槛,提升了生产效率;其四,可追溯性强,通过生成公差证书与数据对接质量管理系统,实现生产过程的全程可追溯,保障产品质量一致性。
5光学定心车削的透镜组件设计要点
为充分发挥光学定心车削技术的优势,确保批量生产中产品性能的一致性,需在光学设计与机械设计阶段充分考虑设备的能力与局限性。
5.1光学设计
光学设计人员需充分了解光学定心车削设备的参数范围,合理优化光学设计。Jenoptik公司在CodeV和ZEMAX软件中开发了专用宏(脚本),在光学设计优化阶段设置边界条件,确保设计方案符合ATS200的操作参数。具体而言,宏可确保对准组内所有曲率中心之间保持最小间隔距离,避免因两个表面曲率中心过于接近(距离小于3mm)导致设备无法区分,影响对准精度;同时,将光学设计的曲率半径限制在自准直仪物镜镜头的可测范围内。借助一系列正、负自准直仪物镜镜头,可覆盖小于2000毫米的曲率半径,设计过程中需充分考虑物镜镜头的工作距离,确保其在不超过自准直仪高度限制的前提下,尽可能靠近光学元件,最大化测量精度。
5.2机械设计
机械设计需结合设备的加工能力,重点关注材料选择、螺纹设计与热膨胀影响三个方面。材料选择上,由于刀具速度和进给量的限制,黄铜和铝是镜座外壳的首选材料,可确保加工精度与效率;螺纹设计上,镜座通常通过螺纹拧入适配器进行切削加工,为避免制造定制适配器,应采用一系列“标准”工件螺纹尺寸,同时考虑刀具结构特点,优化镜座设计以适配刀具加工;热膨胀方面,需充分考虑外壳材料(外镜筒和内镜座)的热膨胀系数,避免因直径较大的外壳热胀冷缩波动超过所需切削公差,影响产品精度。
6应用案例研究
为验证光学定心车削技术的实际应用效果,本文结合两个不同领域的显微镜物镜制造案例,详细阐述该技术在提升产品性能、优化生产流程方面的作用。
6.1案例一:生命科学应用的显微镜物镜
Jenoptik公司基于ATS200设备,设计并制造了一款用于生命科学应用的定制显微镜物镜,该物镜规格为9毫米NA0.45(22.5倍),对全视场内的RMS波前误差有严格要求,需通过先进的装配与主动对准技术满足全部性能规格。
在机械设计中,该物镜取消了传统的隔圈结构,利用ATS200的高精度车削能力,直接将光机共轴组件镜座切削至绝对精度小于2微米,不仅消除了批量生产中对独立隔圈的需求,减少了物料清单中的金属零件数量、降低了生产成本,还避免了因使用独立隔圈而产生的倾斜公差累积。为解决隔圈取消后返工难度大、成本高的问题,Jenoptik开发了生产就绪的软件工具,内置自动重新计算功能,可直接计算目标镜座车削顶点到法兰的距离,简化了流程,消除了手动计算误差。
性能测试结果显示,该物镜各个元件的倾斜(总跳动量)对准精度优于10微米,偏心对准精度优于3微米,单个镜座的总跳动量控制在2微米以内。对试生产的9个装配体进行MTF、轴向色差、畸变和RMS波前质量检测,所有样品均满足性能规格,其中轴上RMS波前误差平均为0.038waves,轴外各方向平均误差均控制在0.057waves以内,充分验证了光学定心车削技术的可靠性。
6.2案例二:平板显示器检测用显微镜物镜
在平板显示器检测领域,部分显微镜物镜的外壳受到严格空间限制,元件周围几乎没有空间容纳镜筒,且需适配离轴照明的环绕需求,因此光机设计需采用特殊结构。
针对该场景,该物镜采用独立隔圈设定子组件之间的精密空气间隔,这种方式在大批量生产中具有更高的灵活性,若空气间隔需要调整,可通过更换隔圈实现恢复,降低了返工风险。独立隔圈的缺点在于增加了零件数量,可能导致倾斜误差累积,因此需将隔圈研磨至1微米的平行度,并配备库存隔圈套件,以提供不同范围的空气间隔,确保装配精度满足检测需求。该案例表明,光学定心车削技术可根据实际应用场景,灵活适配不同的装配方案,兼顾灵活性与精度要求。
7结论与展望
光学定心车削作为一项经过实践验证的精密装配技术,能够在一致且确定性的过程中实现透镜组件的微米级对准,有效解决了传统装配工艺在公差控制、批量一致性等方面的局限,为高数值孔径、衍射极限显微镜物镜的制造提供了可靠解决方案。该技术不仅精度高、重复性好,还能简化后续对准步骤、降低错误风险,兼顾小批量与大批量生产需求,其配套的智能化软件系统进一步提升了生产效率与质量可追溯性。
本文的应用案例充分证明,采用光学定心车削技术制造的显微镜物镜,其MTF、波前质量等关键性能指标均达到或超过设计要求,能够满足生命科学、平板显示器检测等领域的严苛应用需求。目前,该技术已在Jenoptik朱庇特工厂实现应用,未来随着其与完整生产线的深度集成,以及光学设计代码、对准工作站与加工机床之间的数据无缝交换,光学定心车削技术的全部潜力将得到充分发挥。
展望未来,随着光学系统对精度要求的不断提升,光学定心车削技术将在更多精密光学组件制造领域得到推广应用,同时通过设备性能的优化与设计方法的创新,将进一步提升加工精度与生产效率,为复杂光学系统的发展提供有力支撑。
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29
-
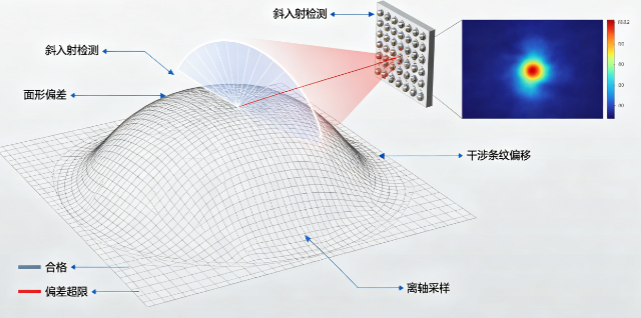
非球面离轴偏差检测:顶点偏位与光轴倾斜的精密测量
一块手机镜头中的非球面透镜,面形精度λ/10——完美。但它的光轴顶点偏离了镜片外圆轴线1.5μm。在装配后,这个"偏离1.5μm"经6片镜片的累积,可能在最后一片镜片上表现为将近10μm的径向光轴整体偏移——MTF在高空间频率下下降了20%。非球面的离轴偏差(Optical Axis Decenter)测的不是面形偏差,而是整个非球面的光轴脱离了"几何应该在那里的位置"——这是被很多光学制造企业低估的"面形之外的质量管控盲区"。本文介绍非球面离轴偏差的物理来源、两种主流检测方法和在手机/车载镜头产线中的工程实践。
2026-07-28
-
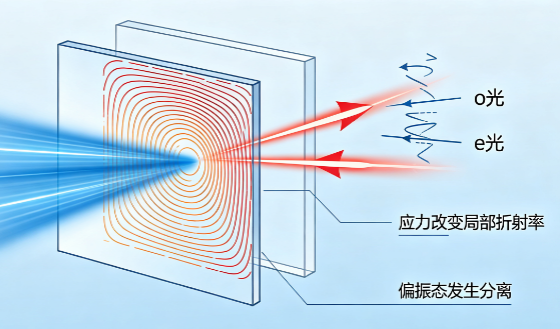
光学胶合中的应力双折射:产生机制、检测与控制
两片透镜用UV固化胶粘合在一起——肉眼看去完美无瑕。但当你把胶合件放在交叉偏振片之间观察时,围绕胶层周围出现了暗色的"双折射图案"——这是胶合应力双折射(Stress Birefringence)在"说话"。原本各向同性的光学玻璃和光学胶,在固化收缩应力和热应力下变成了局域的"各向异性介质"——光通过胶合面时被分裂为o光和e光,在偏振光学系统中表现为杂散偏振交叉耦合,直接破坏系统的消光比和偏振纯度。本文从应力双折射的物理机制、检测方法和胶合工艺控制三个维度,系统介绍这个在偏振精密光学中被高度重视的缺陷模式。
2026-07-28
-
光学元件的净口径与边缘效应:从图纸标注到通光效率的完整评估
光学图纸上标注"通光口径Φ40mm",你拿出一片Φ42mm的透镜——看上去多了2mm的边缘余量,应该"完全够用了"。但当干涉仪测量这片透镜的有效通光区域时,发现在Φ40mm~Φ42mm的边缘环带内,面形偏差急剧恶化(从λ/20退化到λ/2),表面粗糙度在最后1mm内放大了10倍——这2mm的"安全边际"在光学上几乎是废的。净口径(Clear Aperture)不只是机械尺寸的减法——它是有效通光区域的光学质量边界。本文从边缘效应的产生原因、检测标准和工程实践三个维度,系统介绍净口径的概念和评估方法。
2026-07-28







