
光学透镜中心厚度测量:接触还是非接触,不止一道选择题
摘要:透镜中心厚度(CT)是光学设计里最基本也是最容易出问题的参数之一。这篇文章把接触式和非接触式两条技术路线掰开揉碎了讲——千分尺的坑在哪里,低相干干涉怎么工作,色散共焦又是另一套逻辑,以及工程上到底怎么选。
一、中心厚度为什么这么重要
先说一个很多人容易忽略的事:光学设计中,中心厚度(Center Thickness, CT)不只是结构参数,它直接牵扯像差校正。
-
球差对厚度极度敏感——一个5片式手机镜头,某一片CT偏差2μm,球差就能偏出公差带
-
空气间隔跟着遭殃——CT做偏了,相邻空气间隔一定偏,而空气间隔直接影响焦点位置
-
批量一致性是命门——消费电子镜头一天几万片的量,CT均值偏移0.5μm,整批镜头MTF可能集体跳水
ISO 10110 里对CT的公差标注有明确规定,但实际工程中,CT公差给到多少,从来不是设计说了算——是测量能力说了算。你测不准,公差就没法收窄。
二、接触式测厚:老办法,老问题
2.1 千分尺/测厚规怎么测
最传统的办法:把透镜夹在两个测头之间,读数。
简单粗暴,但问题不少:
|
问题 |
具体表现 |
|---|---|
|
表面划伤 |
测头硬度高,接触压力大,镀膜件和塑料镜片几乎不能碰 |
|
测力变形 |
尤其薄镜片(CT < 1mm),接触力产生弹性压缩,读数偏小 |
|
定位偏差 |
手动操作难以保证每次都测的是"中心",偏心1mm可能带来几微米误差 |
|
重复性差 |
不同操作者、不同测力、不同环境,数据散布大 |
|
效率低 |
一个人一天顶多测几百片,跟不上量产节奏 |
2.2 什么时候还能用
不是说接触式完全不能用。以下场景它还有价值:
-
粗加工阶段快速抽检,精度要求 ±10μm 就够
-
不镀膜的大口径透镜,表面不怕碰
-
没有预算上非接触设备的小厂
但要注意一点:千分尺的标称精度(通常 ±1-2μm)和实际使用精度是两回事。加上测力变形和定位偏差,实际不确定度往往在 ±3-5μm 甚至更大。
三、非接触式测量:两条主流技术路线
非接触测厚目前工业上主流有两条路线:低相干干涉法(LCI) 和 色散共焦法(CCS)。原理完全不同,各有适用场景。
3.1 低相干干涉法(LCI)
原理简述
核心思路:用一束短相干长度的宽带光(通常中心波长1310nm),照射到透镜上,光在每个表面反射回来。因为相干长度很短,只有光程差恰好落在相干长度以内的两束反射光才会产生干涉信号。扫描参考光程,记录每个干涉峰值出现的位置,就能定位每个表面的位置,进而算出厚度。
用人话说就是:光太"短视"了,只有距离差不多的反射光才能"对上眼",对上了你就知道这个面在哪里。
测量过程
-
宽带光源(SLD,1310nm)发出低相干光
-
光经过分束器,一路射向被测透镜,一路作为参考
-
透镜前后表面各自反射一部分光
-
扫描参考镜位置,当参考光与某一表面反射光的光程差进入相干长度时,探测器检测到干涉峰
-
两个峰值对应的参考镜位置之差,就是透镜的光学厚度
-
除以材料折射率,得到物理厚度
关键参数(以TRIOPTICS OptiSurf®测厚仪为例)
|
参数 |
OptiSurf LTM |
OptiSurf UP |
|---|---|---|
|
测量精度 |
±0.5μm |
±0.15μm |
|
重复精度 |
±0.25μm |
±0.075μm |
|
测量范围 |
0.2-50mm(可扩展至150mm) |
同左 |
|
被测件直径 |
1-200mm |
- |
|
单次测量时间 |
约15秒/100mm光程 |
同左 |
|
光源波长 |
1310nm |
1310nm |

LCI擅长的
-
精度天花板高:UP版本能做到 ±0.075μm 重复性,这是接触式不可能企及的
-
能测空气间隔:不只是单镜片厚度,装调好的镜组里每片镜片的CT和每段空气间隔都能测,这是LCI独一份的能力
-
不受表面曲率影响:球面、非球面、平面都能测
-
无损伤:1310nm红外光,功率极低,对任何表面都零损伤
LCI搞不定的
-
需要知道折射率:LCI测的是光学厚度(光程),要转换成物理厚度需要除以折射率,折射率不准就直接带进误差
-
高反射膜面困难:透镜镀了高反膜的话,透射光太弱,后表面信号可能淹没在噪声里
-
楔形镜片注意:楔角太大会导致光束偏折偏离接收孔径,信号丢失
-
速度不算快:扫描参考镜需要时间,不适合超高节拍产线(>1片/5秒)
3.2 色散共焦法(CCS)
原理简述
色散共焦的思路完全不同:用一束宽带白光,经过特殊色散物镜后,不同波长的光聚焦在不同深度。当某一波长恰好聚焦在透镜表面时,反射光最强。用光谱仪分析返回光的光谱峰值波长,就能确定该表面的位置。
简单说:不同颜色的光聚焦在不同的深度,哪个颜色最亮,就说明表面在那里。
CCS的关键特点
|
优势 |
局限 |
|---|---|
|
测量速度极快(ms级) |
测量范围受色散物镜限制(通常几mm到几十mm) |
|
可以测高反射面 |
精度一般比LCI低一个量级(典型±1-5μm) |
|
设备体积小,易集成到产线 |
曲率较大的凸面可能超出物镜数值孔径 |
|
不需要扫描运动部件 |
双面同时测量需要两套传感器 |
CCS适合什么场景
-
产线在线检测:节拍要求高(秒级甚至更快),精度要求相对宽松(±2-5μm)
-
镀膜件检测:高反膜面LCI可能搞不定,CCS反而没问题
-
薄膜测厚:几微米到几百微米的薄膜,CCS的分辨率优势明显
四、两条路线怎么选——工程决策框架
别被技术参数表忽悠,选测量方案要看你的实际工况:
4.1 先回答三个问题
① 精度要求是多少?
|
CT公差 |
推荐方案 |
|---|---|
|
> ±10μm |
接触式千分尺够用(注意操作规范) |
|
±3-10μm |
CCS色散共焦 |
|
< ±3μm |
LCI低相干干涉 |
② 需要测单镜片还是装调好的镜组?
-
单镜片:LCI和CCS都行,看精度需求
-
镜组(需要测CT+空气间隔):只有LCI能做,这是LCI不可替代的核心场景
③ 是实验室还是产线?
-
实验室/计量室:LCI,精度优先
-
产线快检:CCS,速度优先
-
两者兼顾:有些厂商提供组合方案
4.2 一个容易忽略的细节:折射率
LCI测的是光程,换算物理厚度需要折射率。这里有个工程师经常踩的坑:
-
材料标称折射率和实际折射率可能有 ±0.001 的偏差
-
对CT=10mm的镜片,0.001的折射率误差带来约 6.5μm 的厚度计算误差
-
这个误差比设备本身的测量精度大了一个数量级
解决方案:
-
用厂家提供的实测折射率(不是标称值)
-
部分高端设备支持自校准模式——先测一块已知厚度的标准块,反算折射率
-
如果折射率未知,有些LCI方案能通过双波长测量同时解算厚度和折射率
五、装调场景的特殊价值
对于光机装调工程师来说,LCI最大的价值不是测单镜片CT,而是测镜组里的空气间隔。
一个5片式镜头,10个间隔参数(5个CT + 5个空气间隔)。传统做法是靠隔圈和垫片控制,装完以后"隔圈是多少就默认间隔是多少"——但实际上,镜座配合间隙、镜片面形偏差、装夹变形都会让实际间隔偏离设计值。
用OptiSurf这类设备,装完一组镜头直接扫一遍,5个CT、5个空气间隔,15秒全出数。哪些间隔偏了、偏多少、要不要换垫片,一目了然。
这是接触式和CCS都做不到的。LCI在装调场景是刚需,不是可选项。
六、不同行业的实际需求
|
行业 |
典型CT范围 |
精度要求 |
推荐方案 |
|---|---|---|---|
|
手机镜头 |
0.3-3mm |
±1-2μm |
LCI或高精度CCS |
|
车载镜头 |
1-8mm |
±1-3μm |
LCI |
|
红外光学 |
2-15mm |
±2-5μm |
LCI(注意红外材料折射率) |
|
AR/VR |
0.5-5mm |
±1μm |
LCI |
|
半导体光刻 |
5-50mm |
±0.5μm |
LCI UP级别 |
|
内窥镜 |
0.5-3mm |
±1-2μm |
LCI |
|
望远镜/大口径 |
5-30mm |
±2-5μm |
LCI(大口径需定制卡盘) |
七、实操建议:拿到设备以后
7.1 验收别只看标称精度
设备标称 ±0.5μm,不代表你实际能用到 ±0.5μm。验收时建议做三件事:
-
重复性测试:同一片透镜,装卸10次,看标准差
-
比对测试:和已有设备(比如三坐标或已知标准件)做交叉比对
-
极限工况测试:最薄的、最厚的、最大口径的,都跑一遍
7.2 日常使用注意
-
被测件恒温至少2小时再上机
-
定期用标准块做零点校验
-
1310nm对环境光不敏感,但设备周围还是避免强光直射
-
软件里正确设置材料折射率(前文说过,这个影响很大)
-
高反膜透镜如果信号太弱,尝试调整功率或更换测量模式
7.3 数据怎么用
CT测量数据不只是质检报告里的一列数。高级用法:
-
过程能力分析:连续1000片的CT数据做CPK,判断工艺是否稳定
-
和加工参数联动:CT偏移和磨削参数、注塑参数的相关性分析
-
装调闭环:CT和空气间隔数据反馈给装调工位,指导垫片选配
八、常见问题速查
|
遇到什么 |
可能原因 |
往哪个方向解决 |
|---|---|---|
|
同一镜片每次测出来CT差几微米 |
装夹重复性差 / 折射率设置错 |
检查夹具、确认折射率 |
|
测不出后表面信号 |
高反膜 / 楔角太大 |
换测量模式、减小测量光路NA |
|
CT值系统性偏大 |
折射率设小了 |
核实实际折射率 |
|
薄镜片(CT<0.5mm)信号模糊 |
前后表面反射信号重叠 |
选短量程模式或专用薄件卡具 |
|
测厚值和千分尺对不上 |
折射率误差 + 千分尺测力变形 |
以非接触值为准,千分尺数据仅供参考 |
|
镜组里某片镜片信号丢失 |
前面镜片的高反膜截断了光 / 间隔太小超出最小量程 |
检查光路透过率、确认最小可测间隔 |
透镜中心厚度测量这件事,从接触式切到非接触式,与其说是技术升级,不如说是被精度需求逼出来的路。
说到底就三条:
-
精度决定方法——±3μm 是分水岭,之下选LCI,之上CCS也能胜任
-
场景决定设备——要测空气间隔,LCI是唯一选项,没得商量
-
折射率决定数据可信度——设备精度再高,折射率差0.001就白搭
参数表上的数字看看就行,回到你自己的公差要求、测量场景和产线节拍去选。这才是工程师该干的事。
本文由欧光科技(EUROPTICS®)原创发布。欧光科技专注超精密光学检测。
-
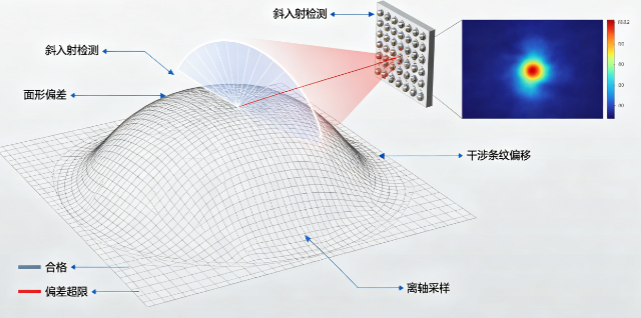
非球面离轴偏差检测:顶点偏位与光轴倾斜的精密测量
一块手机镜头中的非球面透镜,面形精度λ/10——完美。但它的光轴顶点偏离了镜片外圆轴线1.5μm。在装配后,这个"偏离1.5μm"经6片镜片的累积,可能在最后一片镜片上表现为将近10μm的径向光轴整体偏移——MTF在高空间频率下下降了20%。非球面的离轴偏差(Optical Axis Decenter)测的不是面形偏差,而是整个非球面的光轴脱离了"几何应该在那里的位置"——这是被很多光学制造企业低估的"面形之外的质量管控盲区"。本文介绍非球面离轴偏差的物理来源、两种主流检测方法和在手机/车载镜头产线中的工程实践。
2026-07-28
-
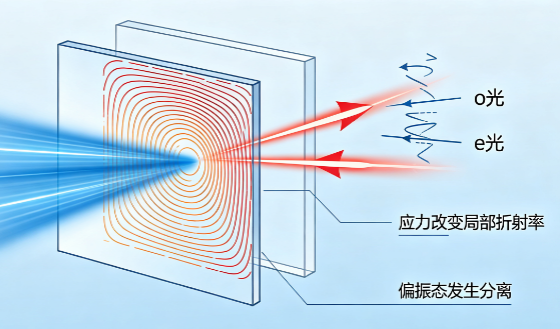
光学胶合中的应力双折射:产生机制、检测与控制
两片透镜用UV固化胶粘合在一起——肉眼看去完美无瑕。但当你把胶合件放在交叉偏振片之间观察时,围绕胶层周围出现了暗色的"双折射图案"——这是胶合应力双折射(Stress Birefringence)在"说话"。原本各向同性的光学玻璃和光学胶,在固化收缩应力和热应力下变成了局域的"各向异性介质"——光通过胶合面时被分裂为o光和e光,在偏振光学系统中表现为杂散偏振交叉耦合,直接破坏系统的消光比和偏振纯度。本文从应力双折射的物理机制、检测方法和胶合工艺控制三个维度,系统介绍这个在偏振精密光学中被高度重视的缺陷模式。
2026-07-28
-
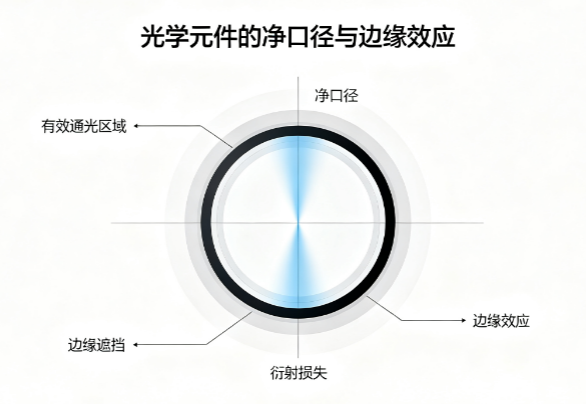
光学元件的净口径与边缘效应:从图纸标注到通光效率的完整评估
光学图纸上标注"通光口径Φ40mm",你拿出一片Φ42mm的透镜——看上去多了2mm的边缘余量,应该"完全够用了"。但当干涉仪测量这片透镜的有效通光区域时,发现在Φ40mm~Φ42mm的边缘环带内,面形偏差急剧恶化(从λ/20退化到λ/2),表面粗糙度在最后1mm内放大了10倍——这2mm的"安全边际"在光学上几乎是废的。净口径(Clear Aperture)不只是机械尺寸的减法——它是有效通光区域的光学质量边界。本文从边缘效应的产生原因、检测标准和工程实践三个维度,系统介绍净口径的概念和评估方法。
2026-07-28
-
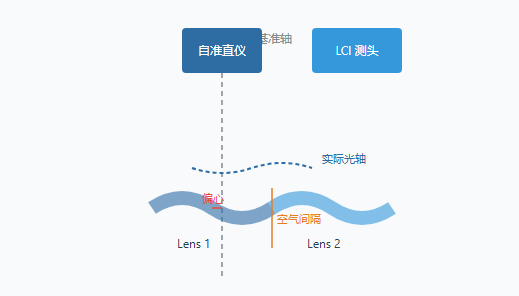
OptiCentric® 3D:把偏心、间隔、曲率半径放在同一根光轴上测
偏心调好了,空气间隔又被压变了;间隔修回来,偏心又跑了;两样都合格,MTF 还是差一口气。拆开看单片都 OK,合起来就不对劲。
2026-07-28
-
斯特列尔比:从波前RMS到成像质量的那一步跨越
干涉仪报告上写"波前RMS = 0.07λ"——光学工程师看了一眼说"差不多是衍射极限了"。这个判断从哪来?答案是斯特列尔比(Strehl Ratio)——一个将波前误差RMS直接转化为成像质量评估的公式,只要一个指数函数。斯特列尔比虽然诞生于十九世纪末的马雷夏尔近似公式,但直到今天,它仍然是光学元件验收和系统性能评价中最简洁、最通用的质量指标。本文从定义、推导和工程应用三个维度,带你全面理解Strell比在精密光学中的核心角色。
2026-07-27







