
激光刻印技术的原理、选型与应用趋势全解析
在现代精密制造与标识领域,激光刻印技术凭借非接触、高精度、高灵活性及永久性标记等核心优势,已从半导体制造领域逐步渗透到消费电子、汽车、医疗、航空航天等多个行业。面对日益丰富的材料种类与不断提升的工艺要求,精准掌握激光刻印技术的原理、设备特性及选型方法,成为提升生产效率、优化加工质量的关键。本文将系统拆解激光刻印技术的核心逻辑,为行业从业者提供全面参考。

一、激光刻印技术基础:特性与原理
(一)激光的核心特性
激光(LASER)即“光受激辐射放大”,作为人工光源,其与自然光的本质区别体现在四大特性:
单色性:仅含单一波长,避免自然光穿过光学元件时的色差问题,提升光学设计灵活性;
指向性:扩散程度极低,可直线长距离传播,无需复杂光学系统即可精准聚焦;
相干性:光波相位、波长与传播方向高度一致,干涉性强,可聚集成极小光斑;
高能量密度:借助前三大特性,激光可聚焦至衍射极限(物理上光聚焦的最小极限)附近,形成足以切割金属、精准刻印的高强度能量。
(二)激光振荡核心原理
激光的产生需经历“激发—辐射—放大”三个关键步骤:
1.向激光媒质(原子或分子)施加外部能量(激发光),使原子从低能量基态跃迁至高能态激发态;
2.处于激发态的原子会在荧光寿命内自发辐射,释放特定波长的光子并回归基态;
3.当激发光强度足够时,大量激发态原子会产生受激辐射——入射光子触发原子释放相同波长、相位的光子,实现光的急剧放大,最终通过谐振器等光学组件输出稳定激光。
(三)核心术语解析
激光刻印技术的关键参数与组件直接决定加工效果:
关键参数:波长(决定激光与材料的相互作用)、峰值功率(脉冲能量与脉冲宽度的比值)、光束质量(M²,理想值为1)、脉冲宽度(脉冲照射时间)等;
核心组件:谐振器(激光增益与振荡的光学腔体)、Q开关(控制高能量脉冲输出)、聚光镜头(聚焦激光至工件表面)、加尔瓦诺扫描仪(精准控制激光扫描角度)等。
二、激光刻印机分类:特性与适用场景
激光刻印机的核心差异源于激光媒质与波长,不同类型在功率、加工特性上各有侧重,适配不同应用场景:
(一)主流激光刻印机类型详解
1.CO₂激光刻印机:以二氧化碳为媒质,波长10600nm,功率范围30W150W,核心优势是可被透明体有效吸收,适配纸、树脂、玻璃、陶瓷等非金属材料,兼具大面积刻印与切割功能,在透明非金属加工中表现突出;
2.光纤激光刻印机:采用掺杂Yb离子的光纤为媒质,波长1090nm,功率50W500W,属于近红外波段,热累积效应显著,擅长金属材料的深雕与黑色标记,是普通金属加工的优选;
3.YVO₄激光刻印机:以YVO₄结晶为媒质,波长1064nm,功率50W500W,具备高峰值功率、短脉冲特性,在金属、部分塑料及陶瓷的高精度微细刻印中优势明显;
4.混合式激光刻印机:融合YVO₄与光纤激光的技术优势,兼顾高精度与高功率,可应对多材质复杂工艺需求,适配多样化生产场景;
5.绿色激光刻印机:波长532nm(红外激光的二次谐波),短波长特性使其对高反射材料和敏感塑料的吸收率显著提升,适合精细、低热损伤刻印;
6.UV激光刻印机:波长355nm(三次谐波),光子能量高,几乎适配所有材料,尤其擅长高分辨率冷加工,可避免热影响区(HAZ),是热敏感材料、高反射金属加工的理想选择;
7.超快激光雕刻机:脉宽达皮秒或飞秒级,热影响区极小,专为医疗植入物等超高精度加工场景设计。
(二)关键工艺参数
激光刻印的加工效果由波长、脉冲宽度、峰值功率、重复频率、光束质量五大核心参数共同决定,其搭配组合直接影响刻印精度、效率与材料适配性,需根据具体工艺需求动态调整。
三、精准选型指南:材料特性与激光匹配原则
不同材料的化学结构、热传导性、光谱吸收特性差异显著,选型需遵循“波长匹配—吸收优化—工艺适配”原则,确保加工质量与成本平衡:
(一)金属材料选型
普通金属(不锈钢、铝、铁):优先选择光纤激光或混合式激光,通过调节焦点位置可实现黑色氧化标记或白色雕刻效果;
高反射金属(金、银、铜):推荐UV激光或绿色激光,短波长可有效抑制反射损失,实现清晰无炭化标记;
涂装/阳极氧化金属:宜采用UV激光,可实现表层变色或涂层剥离,避免损伤底层材质。
(二)树脂与塑料选型
通用塑料(ABS、PC、PP、PE等):多数激光类型均可适配,但UV激光在热敏感材料上优势显著,可实现高对比度、无熔边标记;
工程塑料(PBT、PPS、PI等):因耐高温、低吸收特性,建议选用UV或绿色激光,提升标记可视性;
薄膜与软包装材料:UV激光可精准作用于印刷层,实现无损刻印,避免材料破损。
(三)其他非金属材料选型
陶瓷:氧化铝适配CO₂激光(熔化刻印),氧化锆适合光纤或混合式激光(黑色烧结标记);
玻璃:UV激光用于微裂化刻印,CO₂激光用于表面熔融标记;
纸张、木材:CO₂激光因其高吸收率,适配快速刻印与切割需求。
四、典型应用案例:技术落地场景参考
激光刻印技术的应用场景已实现多行业覆盖,不同激光类型对应特定加工需求:
混合式/YVO₄/光纤激光:适配金属零件(轴承、车载仪表盘开关)、树脂外壳、模具封装、LED灯等,可满足多材质加工与高精度刻印需求;
UV/绿色激光:聚焦IC封装、水晶振子、晶圆、医疗用管、药液瓶、高反射金属零件等场景,擅长无损伤细微刻印与热敏感材料加工;
CO₂激光:广泛应用于塑料瓶、木材、空气过滤器、PTP片材等,可实现刻印、切割、打孔、浇口切割等多种工艺。
在具体加工效果上,激光刻印可实现金属的黑色/白色刻印、树脂的发色与涂层剥离、陶瓷的烧结与熔化刻印等多样化需求,通过参数调整与设备选型的精准匹配,满足不同行业的标识与加工要求。
五、技术趋势与展望
当前,激光刻印技术正朝着波长多元化、功率高效化、控制智能化与集成模块化方向快速发展。未来,随着超快激光、可调波长激光技术的成熟,以及人工智能工艺优化系统的深度应用,激光刻印将进一步突破多材料适配、复杂结构加工、微纳米尺度加工的技术瓶颈,在更多高端制造领域发挥核心作用。
激光刻印的核心价值,在于在“合适的波长”与“恰当的材料”之间找到最优匹配。掌握技术原理、明确材料特性、精准选择设备,不仅是工艺优化的起点,更是现代精密制造中实现效率与品质双赢的关键。随着技术的持续迭代,激光刻印将在更多行业绽放光彩,成为推动制造业升级的重要动力。
-

亚纳米的较量:半导体对位计量从光刻走向先进封装
SEMICON China 2026上传递出一个清晰的信号:先进封装已从"补位技术"跃升为算力竞争的核心战场。2.5D/3D堆叠、混合键合、CPO硅光互连——这些技术的共同命门只有一个字:准。
2026-07-16
-
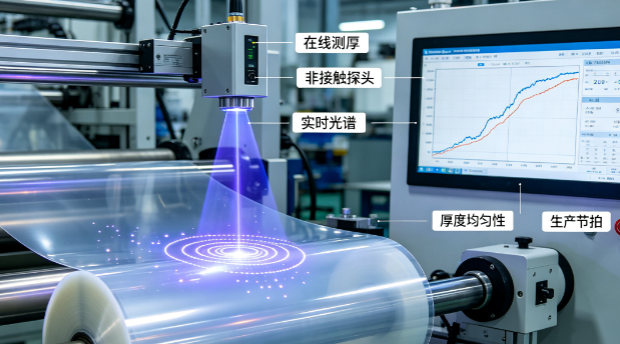
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15
-
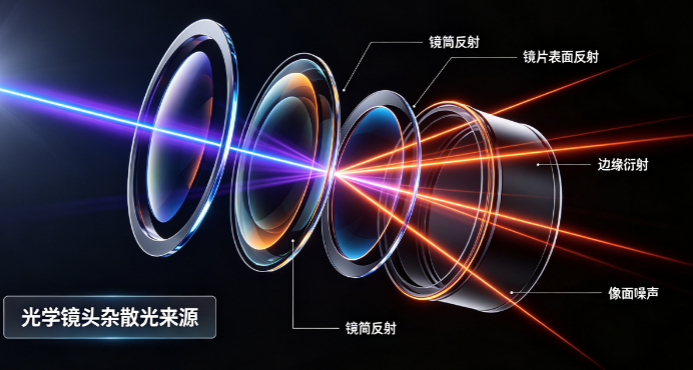
光学镜头的杂散光分析:鬼像、散射光与自生辐射的检测与控制
一张天文照片中的"飞碟状"光环、一幅夜间监控画面中的眩光条纹、一台激光通信终端中意外的背景计数——这些问题的共同根源是杂散光(Stray Light)。杂散光不携带图像信息,却占据了探测器的动态范围,降低了系统的信噪比和对比度。在精密光学系统中,控制杂散光的重要性不亚于提高MTF——一个MTF优秀的系统可以被杂散光轻易"淹没"。本文从杂散光的三类来源出发,系统介绍其检测方法和控制策略。
2026-07-15
-
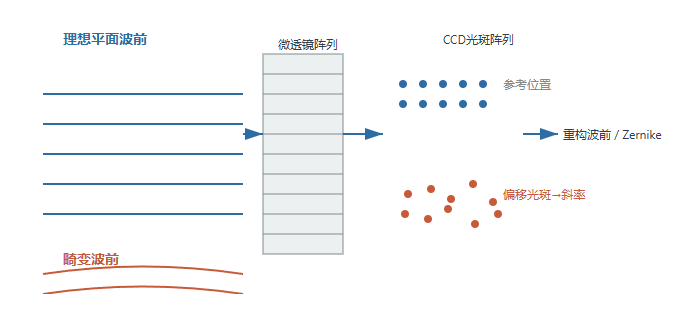
WaveMaster波前传感器:光刻物镜装调里的"实时眼睛"
装调光刻物镜时,MTF曲线合格未必代表系统真的"调好了"。WaveMaster波前传感器把像差拆成Zernike语言,让装调从"看结果"变成"看原因"。
2026-07-15
-
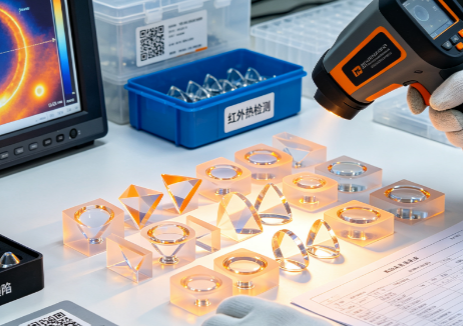
红外光学元件检测的特殊挑战:从材料到系统的全套方案
可见光波段的精密检测,干涉仪、自准直仪和MTF测量仪构成了标准"三件套"。但当波长从550nm跨越到10μm(长波红外),一切检测逻辑都在变化:玻璃基底变成了锗、硒化锌或硫化锌,探测器从CCD变成了制冷型MCT或非制冷微测辐射热计,而"看得见"的光学对中变成了"看不见"的红外对准。本文从材料特性、测量设备和工作环境三个维度,系统分析红外光学元件检测的特殊技术挑战。
2026-07-14







