
光轴校准后镜座加工工序规范
光轴校准作为镜片-镜座组合体加工过程中的关键前置环节,其校准精度直接决定后续加工质量与产品最终性能。本次镜座加工工序依托ACL定心车(卧式光学定心车床)完成,该设备是专为透镜定心加工研发的高精度专用机床,核心功能是通过加工光学透镜所在的金属镜座,使光学件的光轴与金属镜座机械轴精准重合,进而装配出接近理想状态的镜头组,同时保障镜座结构尺寸精度,满足后续装配的公差要求,具备高精度、高效率、高性价比及高灵活性的核心优势,广泛应用于镜头加工、激光校准等领域,可适配红外镜片、非球面透镜等多种镜片及组合体的加工需求,还能灵活应对批量生产与定制化加工场景。

ACL定心车的核心工作逻辑的是“检测-加工一体化”,其光轴校准系统采用旋转镜片的方式确定镜片光轴与机械轴的相对位置,借助德国Trioptics的自准直仪和OptiCentric偏心软件精准测量镜片偏心量,再通过光轴调节器调整镜片倾斜角度,将偏心量调至最小,使镜片光轴与机械轴基本重合,定心精度最高可达3μm,为后续加工奠定坚实基础。待光轴校准工作全部完成且确认合格后,设备无需人工干预,将自动切换至后续加工工序,实现校准与加工的无缝衔接,有效提升生产效率,避免人为操作带来的误差风险。
加工工序启动后,镜片-镜座组合体将保持稳定的旋转状态,该旋转参数由ACL定心车的数控系统提前预设并精准调控,确保组合体旋转的匀速性与稳定性。在此基础上,数控系统驱动高精度、高硬度车刀,按照预设程序对镜座进行针对性修削加工,加工范围涵盖镜座外圆、厚度及角度三大核心尺寸,全面满足产品设计要求。该设备可加工黄铜、铝合金、镀镍钢材、钢材等多种材质的镜座,不同型号还可适配普通镜片与红外镜片的加工需求,其中双光路系统的型号可实现红外镜片的测量与加工一体化操作。
鉴于镜座作为精密零部件的使用特性,加工全程需严格控制尺寸精度,ACL定心车凭借其优异的结构刚性、传动精度及数控系统控制算法,可将尺寸间隔与公差范围均控制在微米级,最大限度降低尺寸偏差对产品装配精度及使用性能的影响,尤其能精准满足镜头组装配过程中空气间隔等关键公差要求。为保障加工精度的一致性与规范性,镜座修削加工需严格遵循固定的操作顺序,杜绝工序混乱导致的加工缺陷,这一加工顺序与ACL定心车的预设程序高度适配,确保加工过程的稳定性与精准度。
具体加工顺序如下:首先对镜座上表面进行车削加工,确保上表面平整度与平行度符合标准,为后续侧面加工奠定基础;完成上表面加工后,依次对镜座侧面进行车削,精准控制外圆尺寸与圆柱度,保障镜座与其他部件的装配贴合度;最后对镜座底面进行车削加工,进一步优化底面平整度,确保镜片-镜座组合体整体受力均匀,满足后续装配与使用需求。这一加工流程与ACL定心车的“检测-加工-再检测”闭环控制逻辑相契合,加工完成后,设备可再次通过自准直仪及偏心软件进行精度检测,确保加工质量达标。
整个加工过程由ACL定心车的数控系统全程闭环控制,实时监测车削参数与尺寸精度,一旦发现偏差将立即自动调整,确保每一道工序均符合质量标准。ACL定心车通过一体化加工模式,打破了传统加工与检测分离的局限,减少了误差传递,同时替代了传统手工定心工艺,显著提升了加工效率与产品合格率,最终实现镜座加工的高精度、高效率与高稳定性,为后续产品装配及整体性能提供可靠保障,助力光学制造行业的精度提升与产业升级。
-

亚纳米的较量:半导体对位计量从光刻走向先进封装
SEMICON China 2026上传递出一个清晰的信号:先进封装已从"补位技术"跃升为算力竞争的核心战场。2.5D/3D堆叠、混合键合、CPO硅光互连——这些技术的共同命门只有一个字:准。
2026-07-16
-
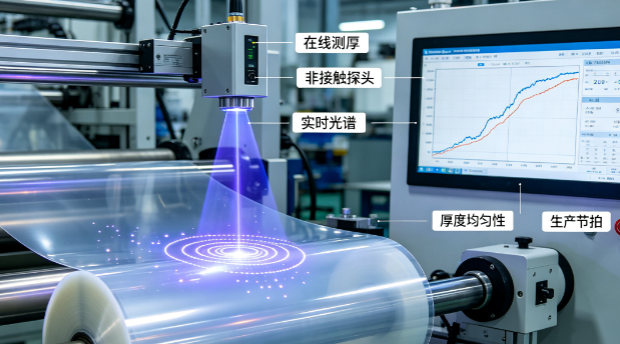
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15
-
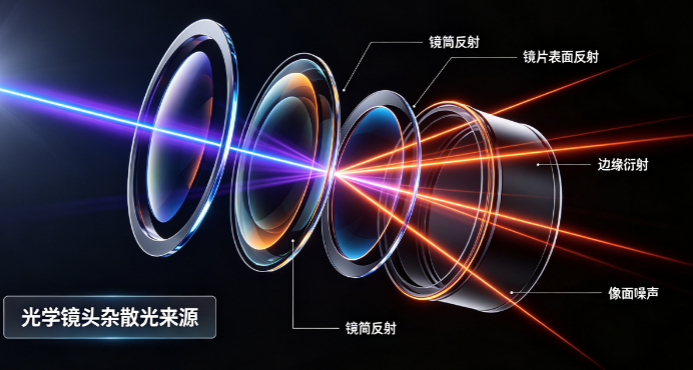
光学镜头的杂散光分析:鬼像、散射光与自生辐射的检测与控制
一张天文照片中的"飞碟状"光环、一幅夜间监控画面中的眩光条纹、一台激光通信终端中意外的背景计数——这些问题的共同根源是杂散光(Stray Light)。杂散光不携带图像信息,却占据了探测器的动态范围,降低了系统的信噪比和对比度。在精密光学系统中,控制杂散光的重要性不亚于提高MTF——一个MTF优秀的系统可以被杂散光轻易"淹没"。本文从杂散光的三类来源出发,系统介绍其检测方法和控制策略。
2026-07-15
-
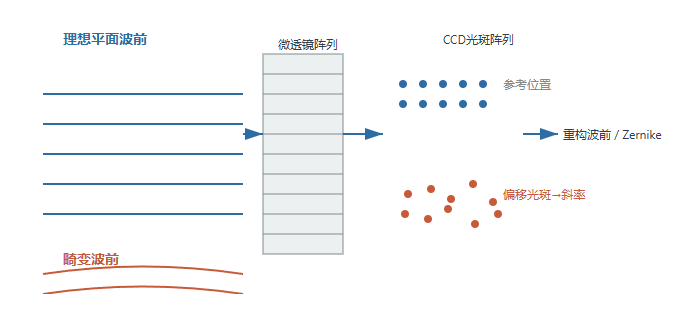
WaveMaster波前传感器:光刻物镜装调里的"实时眼睛"
装调光刻物镜时,MTF曲线合格未必代表系统真的"调好了"。WaveMaster波前传感器把像差拆成Zernike语言,让装调从"看结果"变成"看原因"。
2026-07-15
-
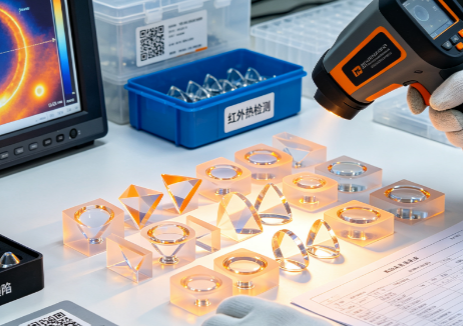
红外光学元件检测的特殊挑战:从材料到系统的全套方案
可见光波段的精密检测,干涉仪、自准直仪和MTF测量仪构成了标准"三件套"。但当波长从550nm跨越到10μm(长波红外),一切检测逻辑都在变化:玻璃基底变成了锗、硒化锌或硫化锌,探测器从CCD变成了制冷型MCT或非制冷微测辐射热计,而"看得见"的光学对中变成了"看不见"的红外对准。本文从材料特性、测量设备和工作环境三个维度,系统分析红外光学元件检测的特殊技术挑战。
2026-07-14







