
柱面镜核心光学参数解析:中心偏差、时钟角与楔角的定义及测量意义
在光学器件制造与光学系统搭建中,柱面镜凭借其单向聚光、成像的光学特性,成为激光加工、光学通信、精密成像等领域的关键元件,其加工精度直接决定整个光学系统的性能上限。中心偏差、时钟角、楔角作为衡量柱面镜加工误差的核心指标,是光学检测的重点关注对象,而德国TRIOPTICS公司的OptiCentric®中心偏差测量仪和技术,为这类参数的精准检测提供了专业解决方案,成为柱面镜质量把控的重要技术支撑。本文将从参数定义、指标特性、测量价值三个维度,对柱面镜的中心偏差、时钟角、楔角进行系统性解析。

一、中心偏差:柱面镜空间位置偏移的核心衡量指标
中心偏差是柱面镜最基础且关键的光学误差参数,其核心定义为柱面镜的顶点线相对预设参考基准产生的偏移量。所谓顶点线,是柱面镜柱面部分的顶点连线,也是柱面镜光学作用的核心基准线,而参考基准则是根据光学系统设计要求设定的理想空间位置。
作为空间位置类误差指标,中心偏差的数值虽多为微米级,却会对光学系统产生连锁负面影响:顶点线的偏移会直接导致光路传播方向偏离设计轨迹,引发成像模糊、聚光不准等问题,在高精度激光加工、超精密成像等场景中,微小的中心偏差甚至会让整个光学系统失去使用价值。因此,中心偏差的精准测量与严格控制,是柱面镜生产制造的核心环节,也是OptiCentric®测量技术针对柱面镜检测的核心应用方向。
二、时钟角与楔角:柱面镜角度误差的双维度评判标准
如果说中心偏差描述的是柱面镜的空间位置偏差,那么时钟角与楔角则从不同维度界定了柱面镜的角度误差,二者相互补充,共同构成柱面镜角度精度的完整评判体系,也是OptiCentric®设备的重要测量对象。
1.时钟角:柱面镜周向方位的角度误差指标
时钟角对应的是柱面镜的方位角误差,其命名与评判方式类比时钟刻度分布,以预设基准方向为零点,精准定位柱面镜柱面轴在周向的偏移方向与幅度。该参数的核心作用是把控柱面镜的空间方位精度,确保柱面镜的柱面轴与光学系统的设计方位完全契合。若时钟角误差过大,柱面镜的单向光学特性会在周向发生偏移,导致光学系统的聚光、成像范围偏离设计区域。
2.楔角:柱面镜轴向夹角的角度误差指标
楔角指柱面轴与元件基准平面,或双柱面镜中两个柱面轴之间形成的夹角误差。与时钟角的周向偏移不同,楔角的误差体现在轴向夹角上,直接影响柱面镜对光路的折射、反射效果。当楔角存在偏差时,光路穿过柱面镜后会发生非设计性的偏折,破坏光学系统的光路一致性,尤其在多柱面镜组合的光学系统中,楔角的累积误差会大幅降低系统整体性能。
三、三大参数的关联特性与整体测量价值
中心偏差、时钟角、楔角并非彼此独立的检测指标,而是相互关联、共同影响柱面镜实际使用效果的核心参数:空间位置上的中心偏差,可能伴随角度方向的时钟角或楔角误差,而角度误差的存在,也会间接导致柱面镜在光学系统中呈现出“假性中心偏差”,影响光路的正常传播。
因此,在柱面镜的生产检测与筛选环节,需对这三项参数进行同步、精准测量,这也是OptiCentric®中心偏差测量技术的核心应用逻辑——通过对三大核心误差指标的一体化检测,全面、客观地反映柱面镜的加工精度,及时发现生产过程中因模具校准、加工工艺、装夹定位等环节产生的偏差问题。
对光学行业而言,明确中心偏差、时钟角、楔角的定义与检测标准,是实现柱面镜质量可控的基础;而依托专业的测量技术实现这类参数的精准检测,则是高精度柱面镜生产制造的关键。随着光学技术的不断发展,各领域对柱面镜的精度要求持续提升,OptiCentric®测量技术的应用,为柱面镜核心参数的检测提供了可靠保障,而深入理解三大核心参数的特性与关联,也能帮助光学行业从业者更好地把控柱面镜生产工艺、优化光学系统设计,推动整个光学领域向更高精度、更稳定的方向发展。
-
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15
-
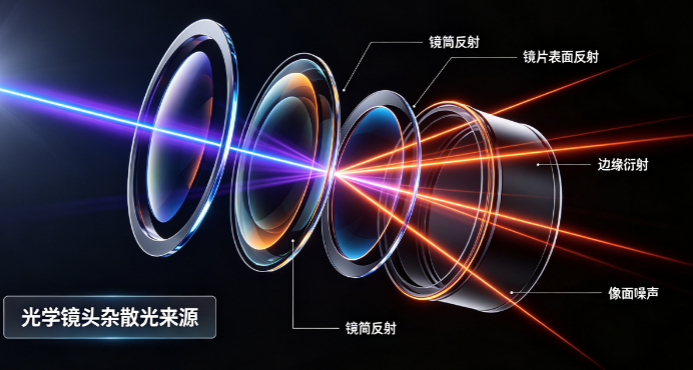
光学镜头的杂散光分析:鬼像、散射光与自生辐射的检测与控制
一张天文照片中的"飞碟状"光环、一幅夜间监控画面中的眩光条纹、一台激光通信终端中意外的背景计数——这些问题的共同根源是杂散光(Stray Light)。杂散光不携带图像信息,却占据了探测器的动态范围,降低了系统的信噪比和对比度。在精密光学系统中,控制杂散光的重要性不亚于提高MTF——一个MTF优秀的系统可以被杂散光轻易"淹没"。本文从杂散光的三类来源出发,系统介绍其检测方法和控制策略。
2026-07-15
-
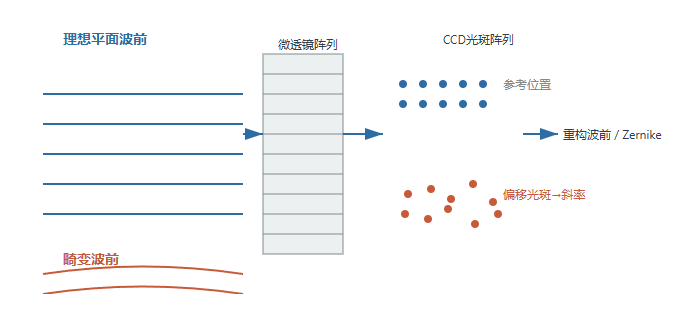
WaveMaster波前传感器:光刻物镜装调里的"实时眼睛"
装调光刻物镜时,MTF曲线合格未必代表系统真的"调好了"。WaveMaster波前传感器把像差拆成Zernike语言,让装调从"看结果"变成"看原因"。
2026-07-15
-
红外光学元件检测的特殊挑战:从材料到系统的全套方案
可见光波段的精密检测,干涉仪、自准直仪和MTF测量仪构成了标准"三件套"。但当波长从550nm跨越到10μm(长波红外),一切检测逻辑都在变化:玻璃基底变成了锗、硒化锌或硫化锌,探测器从CCD变成了制冷型MCT或非制冷微测辐射热计,而"看得见"的光学对中变成了"看不见"的红外对准。本文从材料特性、测量设备和工作环境三个维度,系统分析红外光学元件检测的特殊技术挑战。
2026-07-14
-
光学检测中的测量不确定度:从概念到GUM预算分析的工程实践
一位客户的干涉仪报告显示面形偏差为0.072λ±0.015λ。±0.015λ这个数字不是随便写的——它是经过测量不确定度预算分析得出的"不确定度区间",代表了0.072λ这个测量值的可信范围。在ISO 17025校准实验室、供应商验收和客户交付中,没有测量不确定度的检测数据是不完整的——它告诉你的是"测量的质量",而不只是"测量的值"。本文从GUM(Guide to the Expression of Uncertainty in Measurement)框架出发,系统介绍光学检测中测量不确定度的来源、分析方法和工程应用。
2026-07-14







