
激光反射镜选得对,光斑才够“正”!一文看懂平面度的关键作用
你有没有过这样的纠结:搭激光设备时,总听说“镜子越平越好”,到底要不要咬牙买λ/20这种“顶配”精度的反射镜?选便宜点的λ/10甚至λ/4,会不会让激光光斑变丑、设备性能崩掉?
其实很多人都陷入了“精度越高越香”的误区——盲目追高不仅多花钱,往往还是种浪费!今天就用大白话给你讲透:反射镜的“平面度”到底怎么影响光斑,普通人该怎么选才不踩坑。
一、镜子“不够平”,到底是什么问题?
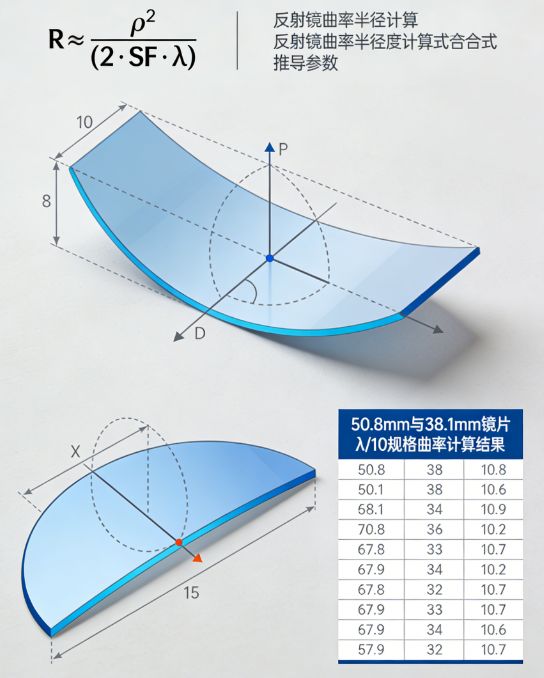
先搞懂一个关键:我们说的“平面度”(比如λ/10),不是指镜子表面坑坑洼洼的随机划痕,而是一种“有规律的不平整”。
你可能不知道,高反射率的镜子大多用一种叫“离子束溅射”的技术镀膜——这种技术能让镜子反射效果超棒,但会给镜子表面带来一股“压力”,就像有人轻轻挤着镜子,让它变成了一个特别轻微的“球面”(要么稍微鼓起来,要么稍微凹下去)。
这里有个反直觉的小知识:同样标注“λ/10”的镜子,越大的反而越平!
举个例子:
5厘米直径的镜子(λ/10):表面的弯曲程度特别小,几乎接近完美平面;
3.8厘米直径的镜子(同样λ/10):弯曲程度反而更大,相当于大镜子的1.8倍。
简单说,大镜子的“容错空间”更大,同样精度下,实际效果更稳。
二、为什么“不够平”会让光斑变丑?
激光设备里,我们常让镜子45°摆放,把激光“折个90°弯”继续传播。可一旦镜子有点轻微弯曲,麻烦就来了——激光会变成“歪脖子”光斑!
这背后的原因叫“像散”,说通俗点就是:
激光束照射到弯曲的镜子上时,“垂直于弯折方向”的光线,会感受到镜子的“弯曲力”,聚焦得更快;而“平行于弯折方向”的光线,几乎没感受到弯曲,聚焦得慢。
就像一群人跑步,有的跑得快、有的跑得慢,最后聚在一起时,就形成了“椭圆光斑”“长条形光斑”,而不是理想的圆形。更关键的是,要是设备里有多面镜子,这种“光斑变形”还会越积越严重!
三、实验告诉你:哪种平面度才够用?
为了搞清楚真相,工程师用专业软件做了模拟实验:搭建一个有7面反射镜的激光系统,测试不同平面度、不同镜子尺寸、不同激光波长的效果,结果出乎意料!
1.镜子大小,影响其实很小
不管用1.27厘米的小镜子照3毫米粗的激光,还是用5.08厘米的大镜子照15毫米粗的激光,只要平面度都是λ/10,最后光斑的变形程度几乎没差别。
所以不用纠结“小镜子会不会不够用”,关键看平面度,不是镜子尺寸。
2.λ/10是“性价比之王”
实验发现:
从λ/4(比较粗糙)升级到λ/10,光斑会变得越来越圆,效果提升特别明显;
但从λ/10升级到λ/20,光斑的改善几乎肉眼看不见——就像考试从60分提到90分很容易,从98分提到100分却难上加难,还得花成倍的钱。
只有两种情况需要λ/20:比如做超精密光刻(像芯片制造那种要求极高的场景),或者对光斑圆度“吹毛求疵”,否则完全没必要。
3.激光颜色(波长),决定镜子好不好用
镜子的平面度是用特定颜色的激光(632.8nm,类似红光)测试的,但我们实际用的激光颜色可能不一样,对镜子的要求也会变:
红外激光(比如1064nm,看不见的“热光”):对镜子平整度要求低!λ/10的镜子,效果差不多等于红光下的λ/20,省钱又好用;
紫外激光(比如355nm,看不见的“强光”):对镜子要求特别高!因为波长太短,镜子上一点点不平整都会被放大,想达到红外激光λ/5的效果,得选λ/20的镜子才够用。
四、普通人怎么选?记住这4点,不花冤枉钱
1.优先选λ/10,闭眼不踩坑
不管是激光切割、材料加工,还是普通的光束传输,λ/10的镜子都能满足需求,光斑变形几乎可以忽略,价格还合理,是行业里的“万金油”。
2.别盲目追λ/20,除非真需要
只有做超精密工作(比如光刻、高端检测),或者必须让光斑绝对圆形,才考虑λ/20。否则花23倍的钱,性能提升却微乎其微。
3.按激光颜色调整要求
用红外激光:可以放宽到λ/8~λ/10,不用买太贵的;
用紫外激光:得升级到λ/15~λ/20,不然光斑会严重变形。
4.镜子尺寸看激光粗细,不是看平面度
选镜子大小,主要看激光束的直径——别让激光“超出镜子范围”(避免削波),同时满足设备的功率要求就行。大镜子虽然“更平”,但没必要为了平面度特意选超大号,匹配激光粗细才最重要。
选激光反射镜,不用陷入“越贵越好”的误区。平面度的核心作用是避免光斑变形,而λ/10凭借“够用又不贵”的优势,成为大多数场景的最优解。关键看你用的激光颜色(波长)和实际需求,按需选型,既能保证设备性能,又能省下不少钱~
简单说:普通场景选λ/10,红外可放宽,紫外要升级,超精密才用λ/20!
-

亚纳米的较量:半导体对位计量从光刻走向先进封装
SEMICON China 2026上传递出一个清晰的信号:先进封装已从"补位技术"跃升为算力竞争的核心战场。2.5D/3D堆叠、混合键合、CPO硅光互连——这些技术的共同命门只有一个字:准。
2026-07-16
-
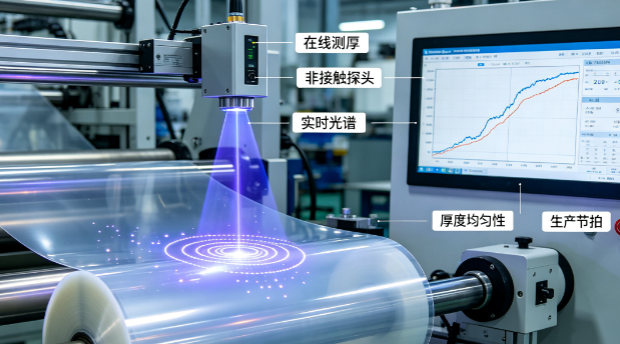
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15
-
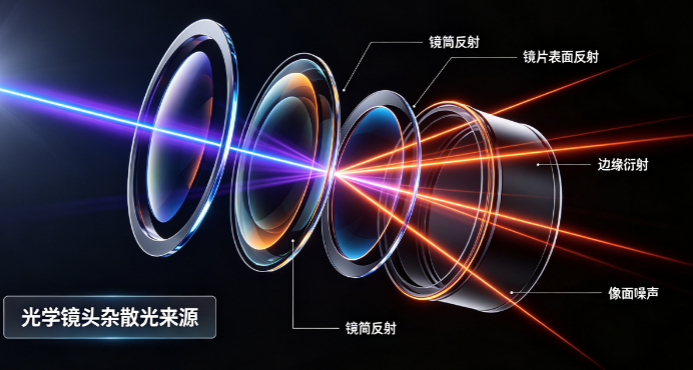
光学镜头的杂散光分析:鬼像、散射光与自生辐射的检测与控制
一张天文照片中的"飞碟状"光环、一幅夜间监控画面中的眩光条纹、一台激光通信终端中意外的背景计数——这些问题的共同根源是杂散光(Stray Light)。杂散光不携带图像信息,却占据了探测器的动态范围,降低了系统的信噪比和对比度。在精密光学系统中,控制杂散光的重要性不亚于提高MTF——一个MTF优秀的系统可以被杂散光轻易"淹没"。本文从杂散光的三类来源出发,系统介绍其检测方法和控制策略。
2026-07-15
-
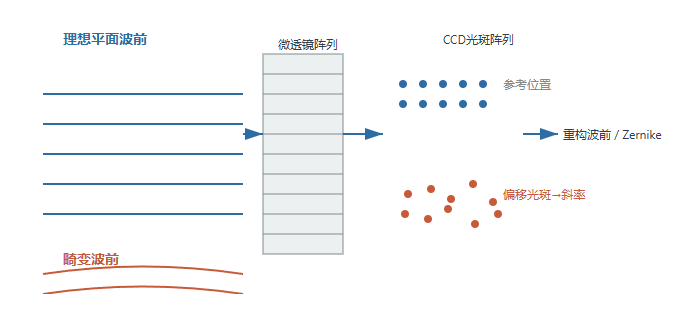
WaveMaster波前传感器:光刻物镜装调里的"实时眼睛"
装调光刻物镜时,MTF曲线合格未必代表系统真的"调好了"。WaveMaster波前传感器把像差拆成Zernike语言,让装调从"看结果"变成"看原因"。
2026-07-15
-
红外光学元件检测的特殊挑战:从材料到系统的全套方案
可见光波段的精密检测,干涉仪、自准直仪和MTF测量仪构成了标准"三件套"。但当波长从550nm跨越到10μm(长波红外),一切检测逻辑都在变化:玻璃基底变成了锗、硒化锌或硫化锌,探测器从CCD变成了制冷型MCT或非制冷微测辐射热计,而"看得见"的光学对中变成了"看不见"的红外对准。本文从材料特性、测量设备和工作环境三个维度,系统分析红外光学元件检测的特殊技术挑战。
2026-07-14







