
精密光学镜片出厂检测技术规范与质量管控要点
精密光学镜片作为光学仪器、激光设备及工业镜头的核心组件,其质量直接决定下游产品的成像精度、光传输效率及长期可靠性。在镜片从生产到交付的全流程中,出厂检测是筛选合格产品、规避质量风险的关键环节。然而,实际采购与合作过程中,常因检测标准不明确、技术要求未书面化等问题导致供需双方纠纷,增加企业成本。基于行业实践经验,本文系统梳理精密光学镜片出厂前需重点关注的四大核心检测维度,并明确质量管控关键节点,为相关从业者提供规范化技术参考。
一、基础保障:尺寸与几何参数检测
尺寸与几何参数的精准性是镜片装配适配性及光轴对准精度的前提,需针对关键指标建立严格检测标准,具体要求如下:
1.外径与中心厚度检测
检测设备:外径检测采用精密千分尺(精度≥0.001mm)、光学轮廓仪或全自动影像测量仪;中心厚度检测需结合接触式测厚仪(分辨率≥0.0001mm)、光学轮廓仪及精密千分表。
技术要求:
外径公差通常控制在±0.01mm~±0.05mm,需在技术文件中明确测量位置(如“镜片中心高度截面处”),且检测设备精度需优于公差范围的1/3,确保数据可靠性;
中心厚度为核心指标,直接影响光学系统总长与像差校正效果,常规场景公差为±0.02mm~±0.05mm,高精度场景(如激光谐振腔镜片)需达±0.005mm。需强制要求供应商提供厚度分布图(ThicknessDistributionMap),而非仅提供中心点数值,通过分布图评估镜片厚度均匀性,避免局部偏差导致的光学性能异常。
2.曲率半径与偏心误差检测
曲率半径:采用球径仪(需确认测量不确定度≤0.01%)或配备标准参考镜的干涉仪(精度更高,适用于高精度镜片)检测,公差以“光圈数(Fringe)”或“相对偏差(如±0.05%)”定义;非球面镜片的曲率偏差纳入面形精度检测范畴,无需单独约定。
偏心误差:指镜片外圆几何中心与光学轴(两球面球心连线)的偏移量,是引发系统彗差、像散等轴外像差的关键因素。采用自准直中心仪或干涉仪检测,公差以角度(分/秒)或线性位移(μm)标注(如“≤30秒”或“≤5μm”)。严禁仅以“合格”作为判定依据,需明确要求供应商提供具体检测数据,并注明检测所用夹具型号与参数,避免因检测条件差异导致数据偏差。
3.斜面与倒角检测
采用工具显微镜或高精度投影仪(放大倍数≥50倍)检测,重点确认倒角角度(如“45°±2°”)与宽度(如“0.2mm±0.05mm”)。该指标虽看似基础,却对后续装配效率与光学系统稳定性具有直接影响——合理的倒角可避免镜片边缘崩裂,同时确保装配时的光轴对准精度。
二、核心关键:面形精度检测
面形精度是衡量光学镜片表面与理想几何形状偏差的核心指标,直接决定光线折射/反射的准确性,进而影响成像质量。检测需聚焦以下两项内容:
1.面形误差检测
检测设备:优先采用激光干涉仪(检测精度达λ/20,λ=632.8nm,即氦氖激光波长),非接触式光学轮廓仪可作为辅助设备;非球面镜片需使用专用非球面干涉仪,并匹配设计文件中的面形模型。
技术要求:
数据表示:采用RMS(RootMeanSquare,均方根值)与PV(PeaktoValley,峰值谷值)双重指标,RMS更能反映整体面形误差分布,常规高精度镜片要求RMS<10λ,传统指标“光圈数(N)”与“局部光圈(ΔN)”可作为补充(如“N≤3,ΔN≤0.5”);
关键要求:需在技术协议中明确检测波长(默认632.8nm,特殊场景需注明);强制要求供应商提供干涉图,而非仅提交数据报告——通过干涉图可直观分析像差类型(如球差、像散),为后续光学系统调试提供依据;非球面镜片需额外确认干涉仪与设计文件的模型匹配度,避免因模型偏差导致检测失效。
2.表面粗糙度检测
检测设备:接触式轮廓仪(探针式,分辨率≥0.1nm)、原子力显微镜(适用于超高精度场景,分辨率≥0.01nm)或光学干涉轮廓仪。
技术要求:
定义:表面粗糙度为微观尺度下的表面不平度,主要引发光散射,导致系统对比度下降、杂散光增加;
规格:以Ra(算术平均偏差)或Rq(均方根偏差)表示,单位为Å(1Å=0.1nm)或nm。可见光应用场景通常要求Ra<20Å,激光或高能光应用场景(如激光切割设备)需达Ra<10Å;
检测细节:需明确测量区域(如“通光孔径内90%区域”)与取样长度(通常为0.25mm~2.5mm),关键镜片需要求供应商提供典型测量曲线,确保数据可追溯。
三、关键防线:表面质量检测
表面质量主要针对镜片表面的瑕疵(如划痕、麻点),此类缺陷虽尺寸微小,但会导致光线散射,降低系统信噪比;在高功率激光场景下,瑕疵处易因能量集中引发镜片烧毁,因此需建立严格检测标准。
1.划痕与麻点检测
检测设备与标准:采用散射光暗场观察装置、高倍显微镜(放大倍数≥100倍),或符合MILPRF13830B(美军标)、ISO101107(国际标准)的专用检测系统。需在技术协议中统一执行标准,避免因标准差异导致判定争议。
规格解读:以“划痕麻点”组合标注等级,如“8050”——前一数值代表划痕宽度基准(单位:μm),后一数值代表麻点直径基准(单位:μm),数值越小,表面质量越高。
执行要点:
明确检测环境条件:光照度(如“500lux±50lux平行光”)、观察距离(如“30cm~50cm”)与背景(如“黑色无反光背景”);
针对关键区域(如通光孔径中心50%区域),可提出更严格等级要求(如“中心区域需达6040,边缘区域允许8050”)。
2.表面瑕疵数量与面积管控
除等级要求外,需额外约定“特定尺寸瑕疵的数量限制”与“单位面积瑕疵总面积限制”。例如:“不允许存在直径>10μm的麻点”“每平方厘米面积内瑕疵总面积≤0.01mm²”。高功率激光应用场景需执行“零容忍”标准,即不允许存在任何可检测到的瑕疵,避免因能量聚焦引发安全事故。
四、底层支撑:材料与镀膜特性检测
镜片材料性能与镀膜质量决定其环境适应性与长期可靠性,需从材料本质与镀膜工艺两方面建立检测体系。
1.材料性能检测
折射率与均匀性:采用棱镜折射仪(精度≥1×10⁻⁵)或干涉仪检测,折射率需与设计值偏差≤±0.0005,材料均匀性(Δn)要求≤5×10⁻⁶(高精度场景)。该检测通常由供应商在原材料进货阶段完成,需要求供应商提供原材料厂商出具的质保书,并对关键批次镜片进行抽样验证,避免原材料误用。
应力双折射:材料内部应力会导致光学各向异性,影响偏振系统性能。采用偏振应力仪检测,以“光程差”标注(如“<2nm/cm”或“<5nm/cm”),需明确测量点(如“镜片中心、边缘3点共5个检测位置”)与光路通过方向(如“沿镜片光轴方向”),确保检测结果覆盖镜片整体应力分布。
2.镀膜特性检测
光谱性能:采用分光光度计(波长精度≥±0.5nm)检测透射率、反射率,需要求供应商提供指定波长范围内的完整光谱曲线(如“400nm~700nm可见光范围”),并标注与设计目标值的偏差(如“平均透射率Tavg>99.5%,单波长偏差≤0.3%”)。检测角度需明确(默认0°入射,斜入射场景需单独约定)。
镀膜牢固度与环境可靠性:需在技术协议中明确具体测试项目与判定标准,避免供应商简化检测流程:
附着力测试:采用3M610胶带(或同等规格)粘贴后,以180°角匀速撕拉,要求镀膜无脱落、无划痕;
摩擦测试:用专用橡皮(硬度HB)或纱布(800目),以500g载荷匀速摩擦50次,镀膜表面无明显磨损痕迹;
环境测试:高温高湿测试(如“85℃/85%RH,持续48小时”)、盐雾测试(如“5%NaCl溶液,喷雾24小时”,适用于恶劣环境应用),测试后需满足“外观无变色、鼓泡,光谱性能衰减≤1%”。
五、质量管控关键节点:三项核心执行要求
掌握检测标准仅为基础,需通过全流程管控确保检测要求落地,重点关注以下三个关键阶段:
1.询价与订单签订阶段:技术要求书面化确认
严禁以口头形式约定技术要求,需将上述四大维度的检测项目、设备型号、公差范围、执行标准、交付资料(如厚度分布图、干涉图、光谱曲线)全部纳入正式合同或技术协议。尤其需明确“供应商需提供的可视化资料清单”与“检测数据的精度要求”,避免后续因约定模糊导致纠纷。
2.批量生产启动前:首件样品全项验证
批量生产前,供应商需提交“首件样品+完整检测报告”,采购方需委托内部实验室或第三方检测机构进行全项复测,重点核验中心厚度、面形误差、镀膜光谱性能等核心指标。仅在首件样品检测合格后,方可允许供应商启动批量生产,避免批量性质量问题。
3.批量交付阶段:过程管控与报告追溯
要求供应商在生产过程中实施SPC(统计过程控制),对中心厚度、曲率半径等关键尺寸进行实时监控,定期(如每批次)提交SPC管控图表,确保生产过程稳定性;
精密光学镜片的出厂检测是保障光学设备性能、提升产品可靠性的核心环节,其规范化执行对光学产业高质量发展具有重要意义。相关从业者需从尺寸、面形、表面质量、材料与镀膜四大维度建立系统化检测认知,同时通过“书面化约定、首件验证、过程追溯”三大管控节点落实要求,切实规避质量风险,推动供需双方合作效率提升,为光学系统的稳定运行奠定基础。
-

VR/AR光学检测全景指南:从光波导到整机成像质量的技术解析与设备方案
随着Apple Vision Pro、Meta Quest系列等产品的持续迭代,VR(虚拟现实)和AR(增强现实)已从概念验证阶段迈入规模化量产。然而,VR/AR光学系统的复杂性远超传统成像镜头——菲涅尔透镜的杂散光控制、光波导的衍射效率均匀性、Pancake方案的偏振性能,每一项都对光学检测提出了全新的技术挑战。本文系统梳理VR/AR光学检测的核心技术难点、检测参数体系以及适配不同产品形态的设备方案,为VR/AR光学制造商和研发机构提供实用的参考指南。
2026-07-24
-

手机镜头与车载摄像头MTF检测:从研发到量产的光学质量保障方案
在智能手机多摄化、车载摄像头智能化的行业趋势下,光学镜头的成像质量直接决定了终端产品的用户体验。MTF(调制传递函数)作为衡量光学系统成像性能的核心指标,已成为从镜头设计到量产交付全流程中不可或缺的检测环节。本文将围绕手机镜头和车载摄像头两大应用场景,系统介绍MTF检测的技术原理、关键挑战以及适配不同生产阶段的设备方案。
2026-07-24
-

万亿美元前夜:SEMICON China 2026给光学检测的5个信号
3 月底的 SEMICON China 2026 把"AI 算力"推到了 C 位。SEMI 中国总裁冯莉在开幕主题演讲里抛了一组数:2025 年全球半导体销售 7917 亿美元,2026 年预计 9750 亿,原定 2030 年才到的万亿美元节点,大概率要提前四年撞线。
2026-07-24
-
OptoFlat® 低相干干涉仪:平面光学件的“透明陷阱”怎么破
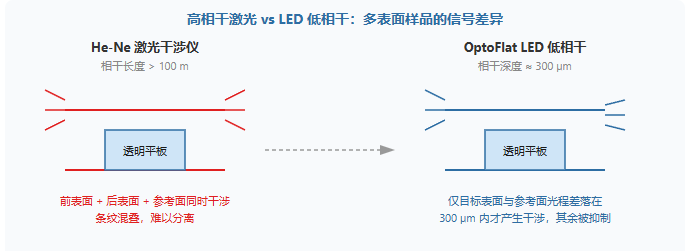
测一块双面抛光的晶圆或光学窗口,激光干涉仪的屏幕上经常飘出一团“鬼影”——前后表面同时出条纹,参考面和被测面互相抢戏,最后连 PV 值该信哪一面都说不清。OptoFlat 要做的,就是把这个“透明陷阱”关掉。
2026-07-23
-
光学窗口与平板件的平行度与透射波前检测
在激光防护窗口、红外热像仪保护窗和干涉仪分光镜中,一块看似"平整"的光学平板承载着不亚于透镜的精度要求——平行度3角秒、透射波前λ/10。平板光学件的检测与透镜检测有本质区别:没有光焦度意味着传统的焦距法和自准直法不再适用,而"平行度"和"透射波前"这两个参数也不像面形PV那样直观易懂。本文从平行度和透射波前两个核心指标出发,系统介绍平板光学件的精密检测方法。
2026-07-22







