
【技术深潜】自由曲面光学检测:从"测不了"到"测得准"的四条技术路线
自由曲面没有旋转对称,传统干涉仪"打不开局面"。本文拆解CGH补偿干涉、偏折术、子孔径拼接、高速在机测量四条技术路线,结合近年学术论文的实测数据,看看每条路线的天花板、适用边界,以及工程上怎么选。
一、为什么自由曲面检测这么难?
传统球面和非球面,干涉仪加一片标准参考镜就能搞定。自由曲面打破了旋转对称性,面形各处曲率不同,没有现成的参考波前能匹配。直接拿干涉仪上,条纹密度会迅速爆炸,超出探测器的解析能力。
这不是"精度不够"的问题,是"方法不对"的问题。
《光学学报》2023年的一篇综述(DOI: 10.3788/AOS222192)把自由曲面测量分成两大类:点线式扫描和全口径光学测量。前者精度高但慢,后者快但各有局限。工程上没有任何一种方法能"通吃"所有场景。
本文梳理四条主流技术路线,结合近年学术研究的具体数据,看看每条路线的天花板在哪里、适用边界在哪里。
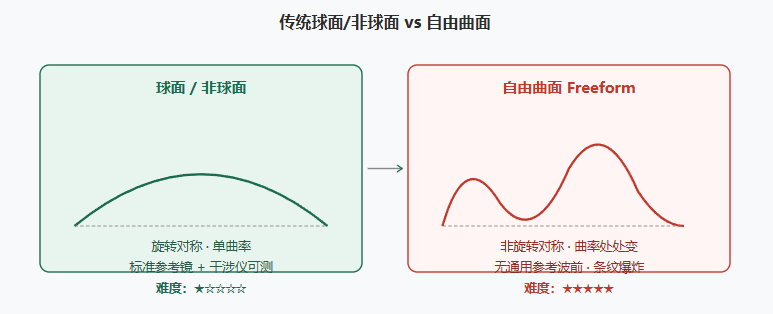
图1:传统面形 vs 自由曲面——自由曲面的非旋转对称性是检测难度的根源
二、路线一:CGH 计算全息补偿干涉检测
2.1 原理:一块"定制参考镜"
CGH(Computer Generated Hologram,计算全息图)本质上是一块定制化的参考镜。通过衍射光学设计,让 CGH 产生的波前与自由曲面的名义面形精确匹配,把自由曲面检测"降维"回传统的零位干涉。
一块完整的 CGH 一般分三个区域:主区域(检测面形)、对准区域(干涉仪与 CGH 对中)、基准区域(CGH 与被检镜对中)。设计时衍射面设为 Zernike Fringe Phase,主衍射级次取 +1 级,用前 37 项 Zernike 多项式做变量优化。据《光学精密工程》2023 年的研究(DOI: 10.37188/OPE.20233111.1581),优化后基准区域 PV 值可控制在 0.0001λ 以下,设计残差几乎可忽略。
2.2 精度数据:瓶颈不在 CGH 本身,在位姿对准
CGH 方法本身可以达到 λ/10~λ/100 的面形检测精度,但实际工程的天花板不在 CGH 设计,在位姿对准。自由曲面的高复杂性和非旋转对称性,使得被检镜相对于 CGH 的六自由度位姿偏差会直接引入面形测量误差。
上面提到的那篇《光学精密工程》论文提出了"光学-机械"基准定位法,比较了三种基准方案:
|
基准方案 |
轴向定位误差 |
横向定位误差 |
滚转角误差 |
适用场景 |
|---|---|---|---|---|
|
SMR 靶球法 |
16 μm |
1 μm |
3.26″ |
多自由度位姿检测,长检测距离 |
|
猫眼法 |
24 μm |
— |
— |
仅需轴向位置时最优 |
|
基准球法 |
50 μm |
灵敏度差 |
— |
短检测距离轴向检测 |
实验中,SMR 靶球法在检测距离 1000mm 下综合定位精度最优:轴向 16μm、横向 1μm、滚转 3.26″。三种方法的实测与理论模型残差均小于 0.05λ,相对误差小于 2.43%,重复性误差小于 3%。
一个问题:基准球法的实测轴向误差(49.7μm)比理论推导值(23.5μm)大了一倍。原因在于实验所用基准球面形精度 PV=0.322λ,不够好。要达到理论精度,需要 PV 优于 1/20λ 的基准球。CGH 检测链路里每个元件的精度都在"投票"——谁掉链子,最终结果就跟着翻车。
2.3 优劣势
CGH 的优势是检测精度高、设计自由度大,是非球面和自由曲面零位检测的"金标准"。短板也很明显:CGH 是针对单一面形定制的,换一个曲面就得重新设计制造全息片,成本高、柔性差。被检镜与 CGH 的对准精度又直接决定了检测结果的可信度,位姿误差是最大的系统误差来源。
三、路线二:偏折术(Deflectometry)
3.1 原理:测斜率,不测高度
偏折术不直接测面形高度,而是测面形斜率(梯度)。通过在被测面上投射已知图案(正弦条纹、棋盘格),用相机捕捉反射后的变形图案,反推各点的法线方向,再积分重构三维面形。
《光学精密工程》2025 年的一篇特邀综述(DOI: 10.37188/OPE.20253305.0677)梳理了偏折术的脉络:从 1858 年傅科刀口检验,到 1923 年郎奇检验法,到 1990 年 Hartmann 测试法,再到现代相位偏折术。偏折术的系统结构简单——一块屏幕、一台相机、一台电脑就能搭建——动态范围大,抗干扰能力强,在复杂曲面检测上有独特优势。
3.2 精度数据:进入干涉级
综述指出,当前偏折术对太阳能镜子的斜率灵敏度已达 0.2~20 μrad,对精密光学器件的检测灵敏度甚至达到 10 nrad 以下。这已经进入了和干涉测量精度可比的区间。
但偏折术有四个公认的技术难点:
-
相机模型简化:传统针孔模型无法准确描述非对称畸变和散焦,高阶多项式也不稳定。减小光瞳尺寸可抑制但会牺牲视场和信噪比。
-
高度-斜率歧义性:单目测量中,测量点高度不确定导致梯度歧义。解决方案包括移动屏幕、双目结构等。
-
位置-角度测不准:难以同时精确确定探测点的位置和法向。这是偏折术的"测不准原理"。
-
积分重构欠定性:从梯度场重构三维面形本身是欠定问题,需要添加正则项或减少未知量。
3.3 前沿:复旦团队的贝叶斯融合方案
复旦大学张祥朝教授团队 2025 年在《Light: Advanced Manufacturing》发表的研究(DOI: 10.37188/lam.2025.029),提出了多传感器严格约束的偏折测量技术。核心思路是用多传感器测量精度的互补特性,为光线追迹模型提供刚性约束,降低传统偏折测量绝对定位的不确定度。
该方法将测量过程转化为贝叶斯估计问题,通过观测似然最大化实现形位测量。团队还构建了完整的不确定度传递链,用蒙特卡洛法将参数噪声传递至测量模型,可快速评估特定任务的测量不确定度。
工程亮点:这套系统可直接集成于单点金刚石车床的气浮主轴上,实现加工-检测一体化,避免了工件在机床和测量设备间反复搬运装调。
四、路线三:子孔径拼接干涉检测
4.1 原理:分而治之
当被测面形过于复杂或口径过大,单次干涉测量无法覆盖全口径时,将全口径分解为多个子孔径分别测量,再通过拼接算法将子孔径数据融合为全口径面形。每个子孔径内的条纹密度可控,干涉仪能正常工作。
浙江大学 2016 年的博士论文系统研究了自由曲面子孔径拼接干涉检测(FSSI)技术,提出了一套包含可变相位补偿器的检测系统——由双自由曲面镜和双楔板组成,实现每个子孔径的大动态范围相位补偿。系统采用基于权重的随机梯度下降算法自动调整补偿相位。
4.2 精度数据:遗传算法把残差压了一个数量级
Springer 期刊 2025 年发表的研究(DOI: 10.1007/s12596-025-02942-x)采用遗传算法优化子孔径拼接,将自由曲面波前子孔径拼接的残差从最小二乘法的 4.2 wave 降至 0.19 wave——改善了一个数量级以上。
子孔径拼接的精度受多个因素影响:子孔径重叠区的数据质量、拼接算法的鲁棒性、运动台的定位精度、环境控制等。传统最小二乘法在处理大斜率自由曲面时容易产生误差累积,遗传算法和全局优化策略能更好地抑制累积误差。
4.3 优劣势
子孔径拼接的最大优势是"柔性"——不用为每种面形定制 CGH,同一套干涉仪配合不同补偿器就能测多种曲面。代价也清楚:拼接过程引入额外误差源,测量周期长,数据后处理复杂。对于大口径自由曲面(比如空间光学载荷),子孔径拼接几乎是唯一可行的干涉检测路线。
五、路线四:高速在机测量
5.1 原理:把检测前移到机床上
传统离线检测模式下,工件下机后转移至恒温计量室,经历装夹、调平、对准等流程,单次检测耗时数小时。一旦超差需要返修,加工基准已丢失。在机测量将检测前移至加工现场,用安装在机床上的传感器直接测量加工中的工件。
5.2 精度数据:动态误差补偿让 RMS 跨过 20nm 门槛
英国 EPSRC 未来计量中心蒋向前教授团队 2026 年 4 月在《Light: Advanced Manufacturing》发表的研究,提出了一种面向在机测量的动态误差标定方法。
团队在 Moore Nanotech 超精密金刚石车床上集成色散共焦位移传感器,构建了 HUD-NCv2 在机测量系统。核心创新是传感器信号与轴系编码器统一时钟触发采样,从源头消除异步采集的时间偏移误差。
通过建立进给路径与测量误差之间的传递函数模型,在标准平面样件上多速度扫描标定后,面形误差补偿效果显著:
|
指标 |
补偿前 |
补偿后 |
|---|---|---|
|
PV 误差 |
~6 μm |
~0.5 μm |
|
RMS 误差 |
~2.3 μm |
~20 nm |
来源:DOI 10.37188/lam.2026.xxxx(Light: Advanced Manufacturing 2026.04)
测量效率方面,系统 6 分钟即可获取 29 万点高分辨率数据。团队与 Taylor Hobson 公司合作,用 LUPHOScan 高精度轮廓仪作为离线参考基准进行对比验证,结果显示良好一致性。
5.3 关键挑战:缺乏独立计量参考框架
在机测量的核心挑战在于缺乏独立计量参考框架。专用测量机遵循"结构回路与测量回路分离"原则,测量回路不经过驱动轴和传动机构,因此结构变形和热漂移不会累积到测量链路中。而在机测量受机床结构限制,测量回路不可避免地经过承载结构和运动轴系,机床运行中的微振动、伺服动态响应会被"直接写入"测量结果。
蒋向前团队的方法以"系统建模—传递函数辨识—误差补偿"为主线,为缺乏独立计量参考的系统提供了通用动态标定路径。这一思路有望推广至多轴超精密机床和拼接式扫描在机测量系统。
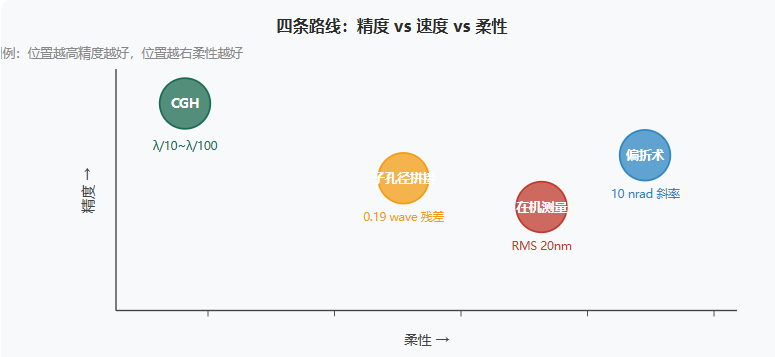
图2:四条路线的精度-柔性定位。CGH 精度最高但柔性最差,在机测量和偏折术柔性最好
六、四条路线综合对比
|
维度 |
CGH 补偿干涉 |
偏折术 |
子孔径拼接 |
在机测量 |
|---|---|---|---|---|
|
面形精度 |
λ/10~λ/100 |
斜率 10 nrad 级 |
0.19 wave 残差 |
PV~0.5μm / RMS~20nm |
|
动态范围 |
小(单面形定制) |
大 |
中(受补偿器限制) |
中 |
|
柔性 |
低(一镜一图) |
高 |
中高 |
高 |
|
测量速度 |
快(单次曝光) |
中 |
慢(多子孔径) |
快(6 分钟/29 万点) |
|
成本 |
高(CGH 定制) |
低 |
中 |
中(系统集成) |
|
核心瓶颈 |
位姿对准 |
绝对定位不确定度 |
拼接累积误差 |
动态误差补偿 |
|
适用阶段 |
终检/验收 |
粗检/在位检测 |
大口径终检 |
加工过程检测 |
七、工程选型建议
7.1 终检验收:CGH 仍是精度天花板
CGH 补偿干涉仍是精度最高的选择。如果面形复杂度允许设计 CGH,且检测距离合理(≤1000mm),SMR 靶球法基准定位可以提供 16μm 级的轴向对准精度,足以支撑 λ/10 级面形检测。
7.2 加工过程检测:在机测量是趋势
蒋向前团队的数据证明,经过动态误差补偿后,在机测量的 RMS 可以从 2.3μm 压到 20nm——这个精度已经可以支撑大部分精密加工的闭环补偿需求。关键在于传递函数标定的可重复性。
7.3 大口径自由曲面:子孔径拼接几乎唯一
子孔径拼接几乎是唯一选择。遗传算法优化拼接策略将残差从 4.2 wave 降到 0.19 wave 的案例说明,算法优化对拼接精度的提升空间很大。
7.4 快速筛查:在位检测看偏折术
偏折术的系统简单、成本低、动态范围大,适合在加工早期阶段快速发现面形异常。复旦团队的多传感融合方法正在解决偏折术的绝对定位瓶颈,未来有望从"测斜率"进化到"测绝对面形"。
八、写在最后
自由曲面检测的核心矛盾是:精度高的方法柔性差(CGH),柔性好的方法精度有天花板(偏折术),兼顾精度和柔性的方法速度慢(子孔径拼接),速度快的方法缺乏计量溯源性(在机测量)。
没有完美的方案,只有最匹配场景的方案。
但可以看到一个清晰的趋势:学术研究和工程实践正在从"单一方法追求极致精度"转向"多方法融合、多传感融合"。复旦团队用贝叶斯融合把偏折术的绝对定位问题向前推了一步,蒋向前团队用传递函数标定把在机测量的溯源性问题解决了一半——这些工作的共同思路是:不再指望单一方法解决所有问题,而是用算法和系统设计来弥补物理原理的局限。
这跟上一篇聊定心装调工艺时提到的思路一致。CAA 不是替代定心,而是在定心基础上的精细化。检测领域也一样:偏折术不替代 CGH,而是在 CGH 之前提供快速筛查;在机测量不替代离线检测,而是在离线之前提供过程闭环。
每多一种手段,工程师手里就多一张牌。关键是知道什么时候打哪张。
本期参考:光学学报、光学精密工程、Light: Advanced Manufacturing、Springer Journal of Optics 等学术资源
面向光学工程师与研究人员的工程实用型技术内容
-

透镜样品到手,先别急着装机 ——一张第一轮检查清单,避免后面无尽扯皮
在光学研发和试产阶段,工程师拿到透镜样品的第一反应往往是:立刻装进系统、通电、看光斑。如果你是这么做的——你没做错。但如果在你装机的20分钟之前,没有花10分钟做过一轮系统化的检查,后面的麻烦可能是20天的量级。
2026-06-23
-

【技术深潜】自由曲面光学检测:从"测不了"到"测得准"的四条技术路线
自由曲面没有旋转对称,传统干涉仪"打不开局面"。本文拆解CGH补偿干涉、偏折术、子孔径拼接、高速在机测量四条技术路线,结合近年学术论文的实测数据,看看每条路线的天花板、适用边界,以及工程上怎么选。
2026-06-23
-

AR/VR光学系统检测:技术挑战、关键参数与解决方案 ——从光波导到Pancake折叠光路,精密光学检测如何支撑下一代近眼显示技术
增强现实(AR)和虚拟现实(VR)光学系统对成像质量的要求远高于传统成像镜头——波导器件的微纳光栅结构、Pancake折叠光路中的偏振膜对准、多层光波导间的平行度偏差,每一个环节的微小误差都会在用户眼前被"放大"。本文从AR/VR光学系统的特殊检测需求出发,系统阐述光波导成像质量测量、杂散光分析与偏振串扰检测的核心技术路径,并探讨ImageMaster Lab AR/VR系列检测方案如何为这一新兴领域提供从研发到量产的完整测试能力。
2026-06-22
-

光学中心厚度精密测量:技术原理、测量方法与应用 ——从非接触测量到产线全自动化的技术演进
中心厚度是光学透镜最基础也最关键的几何参数之一,直接决定透镜的焦距、后焦距和系统总长。本文系统阐述中心厚度测量的物理原理与技术路线,涵盖接触式测厚、共焦色散法、低相干干涉法三种主流方案的精度边界和适用场景,深入分析非接触式测量的核心优势,并探讨现代全自动测厚系统在产线中的工程价值。结合TRIOPTICS OptiSurf系列的中心厚度测量方案,展示精密测厚技术如何从离线抽检走向在线全检。
2026-06-22
-
光学镜头场曲:从像差理论到ImageMaster PRO的工程测量 ——场曲的物理定义、MTF离焦扫描测量原理与产线判读要点
场曲(Field Curvature)是光学系统中最基础的像差之一,表现为不同视场的清晰像点不再位于同一平面,而是落在弯曲的像面上。与球差、彗差不同,场曲无法通过缩小光圈改善——这使得它在镜头设计中必须被精确测量和严格管控。本文从Petzval场曲和像散性场曲的物理本质出发,系统阐述基于Through-Focus MTF扫描的场曲测量原理,并以TRIOPTICS ImageMaster PRO系列设备为例,深入解析多相机阵列实现全视场同步场曲测量的工程方法,涵盖参考平面选取、空间频率依赖性、子午/弧矢分离等关键技术细节。
2026-06-22







