
高分辨率光学镜头逐镜修配研磨定心装调工艺研究
研磨定心装调是以逐镜修配为核心的超精密光学装配工艺,通过实测透镜球心偏摆量、定向修磨镜框配合面的闭环作业方式,实现各镜片光轴与装配基准轴高精度重合,单镜光轴同轴角精度可达1″~5″,空气间隔控制至亚微米量级。本文围绕该极限定心工艺的应用场景、结构设计规范、标准化装调工序、关键工艺参数、技术指标及工艺特性展开系统性论述,对比其与常规定心加工的技术差异,明确工艺适用边界,为光刻、航空测绘、红外探测等高精光学产品的装调研发提供工程参考。

光刻检测设备、航空测量、机载红外成像等高端光电装备对配套镜头的成像分辨率提出严苛要求,光轴同轴偏差与镜片空气间隔误差直接决定系统成像质量。传统一体式车削定心受机床固有加工误差、元件装配应力、镜片毛坯非对称误差等因素制约,难以满足超精密装配指标。基于逐镜修配思路的研磨定心装调工艺,以单片镜框独立修磨补偿误差为技术特征,依靠“测量—研磨—复检”闭环修正,突破常规加工精度上限,是现阶段超高分辨率光学镜头单件小批量研制的核心装调技术。
一、工艺原理与适用范围
1.1工艺原理
研磨定心装调依托中心偏测量设备采集透镜球面球心像回转偏摆数据,依据偏心方向与数值对镜框端面、外圆进行定向微量研磨,逐片校正透镜径向平移与轴向倾斜,使所有光学元件光轴统一归集至整机装配基准。工艺精度优势突出,但研磨加工工序繁复、制造成本偏高。工艺本体结构特征为单片透镜配置独立金属镜框,通过单独修配镜框实现单镜误差独立修正。
1.2适用工况
受生产效率与成本约束,该工艺仅应用于光刻物镜、航测专用镜头、红外吊舱成像镜头等单件、小批量高端光学产品,不适用于标准化大批量镜头量产制造。
二、镜头机械结构设计要求
为匹配逐镜研磨修配的工艺逻辑,镜头结构需遵循独立模块化设计原则,主要分为三项设计规范。
第一,采用分体式双层镜框架构,每枚透镜单独封装于专属金属镜框,镜筒内腔针对各个镜框设置独立轴向定位台阶,实现各光学组件位置独立限位。
第二,预留可调与可研磨结构:镜筒径向开设顶丝装配孔,借助顶丝完成镜框微小径向位移调节;镜框设置远离透镜光学表面的窄环状研磨区,规避研磨作业划伤镜片;配套压圈完成组件轴向预紧,全部指标合格后实施密封点胶。
第三,确立统一基准传递逻辑,以首片光学组件安装基准面作为全镜头基准轴线,后续所有镜片的修磨、装配作业均以此轴线为判定依据。
三、标准化装调工艺流程
全流程分为基准建立、首片组件定心锁基准、剩余镜片分级装配三个阶段。
3.1前期筹备与装配基准标定
一是基准轴标定:将空镜筒固定于中心偏测量仪回转工作台,校准工作台回转精度,以转台回转轴作为镜头装配基准并锁定空间坐标。二是透镜无应力预装:采用低应力粘接材料将透镜固连于镜框,粘接完成后利用干涉仪检测镜片面形,剔除胶接应力引发的光学形变。三是首件镜框精车加工:在定心车床以透镜自身光轴为基准车削镜框外圆与端面,严控镜框与镜筒配合间隙在0.005~0.01mm区间,完成首片组件预装。
3.2首片组件精密定心,固化整机基准
将预装首片组件的镜筒工装锁紧于回转台,通过偏心仪观测透镜双球面球心像回转轨迹;分两步循环校正偏心,通过工装平移修正近支点球心平移偏差,通过工作台调平机构修正远端球心倾斜偏差,经过2~3轮迭代调试至偏心参数达标。基准确认后锁紧压圈,选用低应力胶粘剂定点固化,固化周期内保持工装锁止状态,防止基准轴线偏移失准。
3.3后续光学组件分路线装配
按照相邻镜片空气间隔尺寸区分两种工艺路径:
路径一为小空气间隔装配:依靠镜筒顶丝粗调镜框径向位置,消除近支点球心回转偏差;远端球心偏摆超限时,取出镜框对端面高侧做单侧倾斜研磨;空气间隔偏离设计公差时,对镜框端面整体均匀平研减薄,参数验收合格后锁紧固定、点胶密封。
路径二为大空气间隔装配:预先对镜框做定心车削,预留微量研磨补偿余量,后续完整沿用小间隔的研磨校正、间隔精修工艺。
装配遵循逐片加工原则,每完成一组镜片装配,全量复测已装元件偏心数据,抑制装配误差累积。
四、关键工艺质量管控要点
其一,区分两类研磨功能:倾斜研磨用于修正镜框端面垂直度,消除光轴倾斜误差;端面平研仅均匀缩减镜框轴向厚度,精准调控空气间隔,不改变镜框端面垂直度。
其二,规范研磨去除余量:单次材料去除量控制在3~5μm,单次极限研磨量不得超过10μm,坚持少量多次研磨原则,避免过量修磨造成零部件报废。
其三,管控装配配合公差:镜框外圆与镜筒内孔优选0.005~0.01mm配合间隙,间隙超出0.02mm将大幅提升装配随机误差。
其四,规范检测与粘接工序:研磨前后逐一检测中心偏与空气间隔,优先选用测量精度优于±0.1μm的非接触式空气间隔检测仪;所有尺寸与偏心指标验收合格后方可点胶,选用低应力弹性胶,固化结束后二次复测光学性能。
五、工艺精度指标与工程应用
从精度指标来看,该工艺单镜光轴与基准轴线夹角可稳定控制在5″以内,熟练工况下可达1″,整镜空气间隔综合误差优于±0.1μm。
工程落地层面,广泛应用于机载红外吊舱镜头、半导体光刻精密物镜等产品,其中红外成像镜头定心精度可达10″~20″,空气间隔误差控制在0.02mm以内。受工序繁琐、装配成效高度依赖操作人员实操经验制约,该工艺量产经济性较差,仅限定于高精产品定制研制。
六、与常规定心工艺的技术对比
传统定心车削依托机床加工精度一次性成型,无法补偿镜片先天形位缺陷与装配应力带来的同轴偏差,精度存在固有上限。研磨定心工艺采用闭环迭代修配逻辑,通过定向微量去除镜框材料逐个修正元件安装位姿,同轴精度显著优于常规加工手段。该工艺的核心技术难点,在于操作人员依托球心像偏摆特征精准研判镜框偏差方向,精准把控研磨位置与材料去除量,是精密加工与光学检测相结合的复合型工程技术。
逐镜修配式研磨定心装调是突破常规加工精度瓶颈的关键光学装配技术,凭借闭环修调的技术优势,实现了角秒级同轴精度与亚微米级间隔控制,在光刻、航天光电、高端红外装备等小批量高精镜头研制领域具备不可替代的应用价值。后续可结合计算机辅助偏心测控系统优化工艺链路,降低人工经验依赖,在保留高精度优势的前提下,逐步改善工艺生产效率。
-

干涉条纹怎么判读——拿到干涉图先看什么、再看什么
一张干涉图拿到手,先看什么?
多数工程师拿到干涉图的第一反应是:PV多少?RMS多少?合格不合格?
但这两个数字回答的是"好不好",不是"为什么好/不好"。你真正需要的不是一张成绩单,是一张体检报告——每条纹的弯曲方向、间距变化、对称性,藏着比PV更关键的信息。2026-07-17
-

光学检测设备选型总览:不同规模光学工厂的配置思路
一家初创光学工坊可能只需要一台球径仪和一台定心仪,而一家年产千万片镜头的工厂需要覆盖从原材料检测到成品MTF的全自动检测线。光学检测设备的选型不是"买最贵的"或者"买最便宜的",而是根据产品精度、产量规模和成本预算在三者之间找到最优平衡点。本文从入门级、产线级、研发级和计量级四个层次,为不同规模的光学制造企业提供检测设备的选型参考。
2026-07-16
-
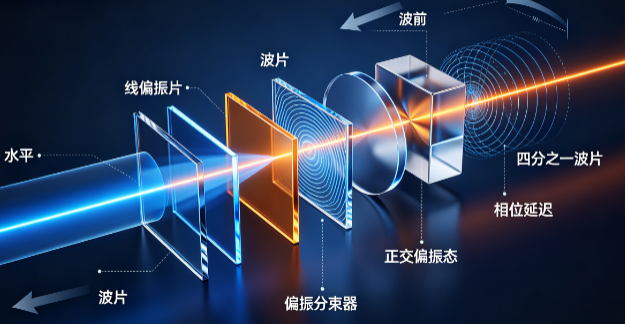
偏振光学元件的检测:消光比、偏振度与相位延迟的测量原理
在激光通信、量子光学和偏振成像系统中,偏振光学元件的品质往往以"消光比"来评价——一个消光比为10⁶:1(60dB)的偏振分光器,意味着p偏振光可以"几乎完美地透过",而s偏振光被"几乎完全抑制"。但当这个分光器在系统中因为微小的装调偏差退化到10³:1时,系统性能的劣化可能比MTF下降10%更严重。本文从消光比、偏振度和相位延迟(波片检测)三个核心参数出发,系统介绍偏振光学元件的检测方法。
2026-07-16
-

亚纳米的较量:半导体对位计量从光刻走向先进封装
SEMICON China 2026上传递出一个清晰的信号:先进封装已从"补位技术"跃升为算力竞争的核心战场。2.5D/3D堆叠、混合键合、CPO硅光互连——这些技术的共同命门只有一个字:准。
2026-07-16
-
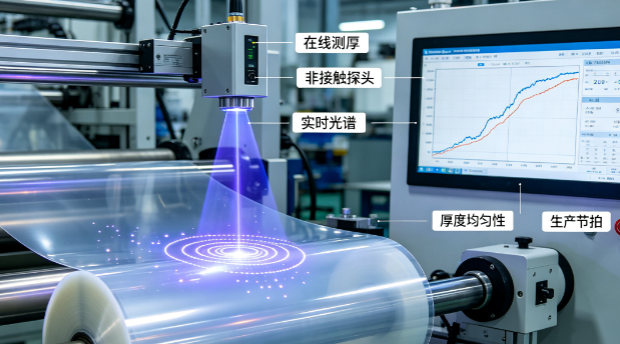
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15







