
多基准轴透射式光谱仪精密定心装调技术及工程实践
星载离轴透射式光谱仪为实现畸变校正,采用多光轴离轴设计,传统双光路定心装调方法仅适用于同轴光学系统,无法满足多轴、大倾角结构的高精度装调需求。本文基于多基准轴定心装调方法(MultireferenceAxisAlignment,MAA),阐述了通过机械基准预置、子系统拆解、基准光学引出的技术路径,实现多光轴离轴系统的精密装调,详细介绍了全流程工艺要点、精度控制指标与工程验证结果,为同类离轴光学系统的装调提供了可落地的工程化方案。
一、技术背景与装调难点
星载光谱仪作为空间遥感探测的核心载荷,对成像畸变、光谱分辨率具有极高要求。为实现系统畸变校正,当前主流星载光谱仪的成像透镜组采用离轴透射式设计,该架构下系统不再为单一光轴的同轴结构,而是同时存在多根独立光轴,光轴之间同时存在平移偏心与角度倾斜。
以典型多光轴光谱仪为例,系统共包含3根光轴,光轴间最大夹角达0.606°,最大偏心量达0.279mm。传统双光路定心装调技术仅适用于同轴光学系统,其角度测量范围、偏心测量逻辑均无法适配多轴大倾角的离轴结构,成为制约该类系统装调精度与工程化落地的核心瓶颈。
二、多基准轴定心装调法(MAA)核心原理
多基准轴定心装调法的核心逻辑为机械基准预置、复杂系统拆解、单轴独立装调,从根本上规避了离轴多光轴的直接测量难题:
1.不在光学层面直接测量系统天然存在的多根光轴,而是在镜筒的机械结构设计阶段,预先一体化加工出与设计参数完全匹配的多个机械基准轴,各基准轴之间的相对偏心量、倾斜量严格与光学设计值一致;
2.通过高精度光学平板,将不可见的机械基准轴转化为可被双光路定心仪识别、测量的光学基准;
3.将完整的多光轴系统拆解为多个单光轴子系统,在对应基准轴上分别完成独立装调,最终通过机械基准的精度保证整个多光轴系统的装调公差。
该方法突破了传统定心仪的角度测量范围限制,可适配任意光轴夹角的透射式离轴光学系统。

三、全流程装调工艺与关键精度控制
3.1透镜预定心车削工序
所有透镜在装入镜筒前,需完成预定心车削,实现透镜光轴与自身机械安装基准的统一,从源头消除透镜自身的加工误差:
1.将透镜临时固定于精密加工机床,通过千分表测量透镜框外圈圆跳动,调整透镜框与机床主轴同轴;
2.采用光学定心方法,观测透镜表面球心跳动量,微调透镜位置,使透镜光轴与机床主轴完全重合;
3.在同轴状态下完成透镜框外圆与安装端面的精密加工,保证透镜光轴与机械安装面的同轴度。
3.2同轴透镜组预装调
针对系统内无设计偏心、倾斜的同轴子系统,提前完成组内装调:
1.将完成预定心车削的透镜1安装至基准工装,采用双光路定心仪调整透镜位置,使其光轴与定心仪旋转轴一致,控制精度为倾斜量<10″、偏心量<0.015mm;
2.装入同组透镜2,通过精密垫片与侧面顶丝微调位置,达到同等同轴度精度,调整完成后锁紧并复测,消除锁紧力引入的二次偏心误差;
3.采用相同工艺完成另一组同轴透镜(透镜3、透镜4)的预装调。
3.3镜筒基准轴一体化加工与验证
镜筒基准轴的加工精度是整个装调方法的核心基础,需在镜筒结构上一体化加工3个独立基准轴:
基准轴1:与镜筒外圆基准同轴;
基准轴2:相对基准轴1偏心0.279mm、倾斜0.262°;
基准轴3:相对基准轴1倾斜0.606°。
加工完成后,采用高精度三坐标测量机对基准轴的相对位置进行全参数验证,要求基准轴偏心公差优于0.02mm,倾斜公差优于30″。倾角加工精度控制需严格管控基准端面两侧的高度差,而非基准面直径,以此保证角度加工精度。
3.4机械基准轴的光学引出
通过光学平板完成机械基准到光学装调基准的转化,具体流程如下:
1.将镜筒固定于双光路定心仪的精密转台;
2.取平面度优于10nm的高精度光学平板,紧密贴合于镜筒对应基准轴的端面,将机械基准轴的轴线转化为平板的反射面法线;
3.结合杠杆千分表调整镜筒位置,使光学平板的法线与定心仪旋转轴重合,判定标准为平板倾斜量<10″、端面圆跳动<0.015mm,完成单根基准轴的光学引出。
3.5分基准轴透镜组精密装调
按基准轴依次完成各透镜组的装调,全流程保持统一精度要求:
1.在已引出的基准轴1上,完成透镜1、透镜2组件的装调,控制倾斜量<10″、偏心量<0.015mm;
2.将镜筒翻转180°,重新引出基准轴2,完成透镜3、透镜4组件的装调;
3.引出基准轴3,完成透镜5的装调;
4.每完成一组装调,记录偏心X、偏心Y、倾斜X、倾斜Y四项参数,全流程复测验证。
3.6离轴系统镜间距的精密测量与控制
离轴系统中,透镜表面最高点与球面顶点存在位置偏差,无法直接通过顶点测量实现镜间距控制,需采用修正测量法:
1.通过公式修正顶点偏差:X=R-R*cosα,其中α为透镜倾角,R为透镜曲率半径;
2.采用接触式探针分别测量相邻透镜上表面的最高点高度,结合透镜中心厚度参数,计算得到实际空气间隔;
3.跨基准轴的镜间距通过基准面传递测量,保证全系统间隔精度。
该方法下,镜间距综合测量误差≤14.2μm,满足系统公差要求。
四、装调效果与精度验证
采用上述方法完成的多基准轴透射式光谱仪,最终装调精度与成像性能如下:
1.光学元件公差:所有透镜的最大偏心误差为25.4μm,最大倾斜误差为17.7″,均优于系统设计公差;
2.成像性能:系统全视场最大畸变仅2.77μm,实际畸变与理论畸变的平均偏差小于0.32μm,完全满足星载载荷的成像要求。
五、工程实践优化建议
结合一线装调实践,为进一步提升装调效率与精度,提出以下优化建议:
1.公差敏感度前置分析:装调前通过Zemax等光学设计软件,仿真计算各透镜的偏心、倾斜对系统成像质量的敏感度,识别高公差敏感元件,优先保障其装调精度,实现装调资源的合理分配;
2.严格执行透镜预定心工序:透镜自身的光轴与机械基准偏差会在系统装调中叠加放大,预定心车削是保障最终系统精度的基础工序,不可省略;
3.基准接触面洁净度管控:10nm级平面度的光学平板仅在无尘、无划痕、无颗粒的贴合状态下可保证基准引出精度,装调前需采用酒精乙醚混合液对镜筒基准端面与光学平板进行严格清洁;
4.转台误差重新标定:镜筒翻转180°后,定心仪转台会引入新的系统误差,每次引出基准轴前需重新完成转台调零与标定,消除系统误差;
5.全参数同步管控:装调过程中需同步记录偏心、倾斜、镜间距三类参数,三类参数存在耦合影响,不可单一维度调优。
多基准轴定心装调法通过机械基准预置与系统拆解,解决了传统定心技术无法适配离轴多光轴系统的行业难题,实现了大倾角、大偏心离轴透射系统的高精度、可量化装调。该方法工艺成熟、精度可控,不受定心仪角度测量范围限制,可广泛推广至各类离轴透射光学系统的精密装调场景,为空间光学载荷、高端光谱仪器的工程化落地提供了可靠的技术支撑。
-

干涉条纹怎么判读——拿到干涉图先看什么、再看什么
一张干涉图拿到手,先看什么?
多数工程师拿到干涉图的第一反应是:PV多少?RMS多少?合格不合格?
但这两个数字回答的是"好不好",不是"为什么好/不好"。你真正需要的不是一张成绩单,是一张体检报告——每条纹的弯曲方向、间距变化、对称性,藏着比PV更关键的信息。2026-07-17
-

光学检测设备选型总览:不同规模光学工厂的配置思路
一家初创光学工坊可能只需要一台球径仪和一台定心仪,而一家年产千万片镜头的工厂需要覆盖从原材料检测到成品MTF的全自动检测线。光学检测设备的选型不是"买最贵的"或者"买最便宜的",而是根据产品精度、产量规模和成本预算在三者之间找到最优平衡点。本文从入门级、产线级、研发级和计量级四个层次,为不同规模的光学制造企业提供检测设备的选型参考。
2026-07-16
-
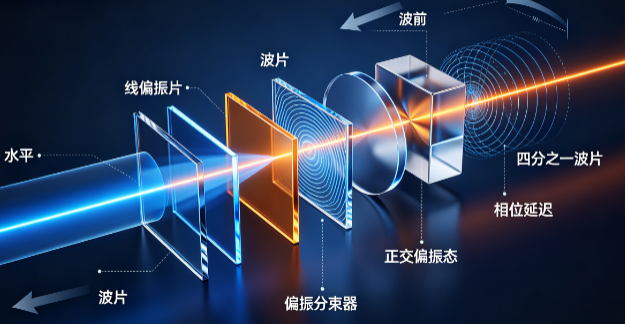
偏振光学元件的检测:消光比、偏振度与相位延迟的测量原理
在激光通信、量子光学和偏振成像系统中,偏振光学元件的品质往往以"消光比"来评价——一个消光比为10⁶:1(60dB)的偏振分光器,意味着p偏振光可以"几乎完美地透过",而s偏振光被"几乎完全抑制"。但当这个分光器在系统中因为微小的装调偏差退化到10³:1时,系统性能的劣化可能比MTF下降10%更严重。本文从消光比、偏振度和相位延迟(波片检测)三个核心参数出发,系统介绍偏振光学元件的检测方法。
2026-07-16
-

亚纳米的较量:半导体对位计量从光刻走向先进封装
SEMICON China 2026上传递出一个清晰的信号:先进封装已从"补位技术"跃升为算力竞争的核心战场。2.5D/3D堆叠、混合键合、CPO硅光互连——这些技术的共同命门只有一个字:准。
2026-07-16
-
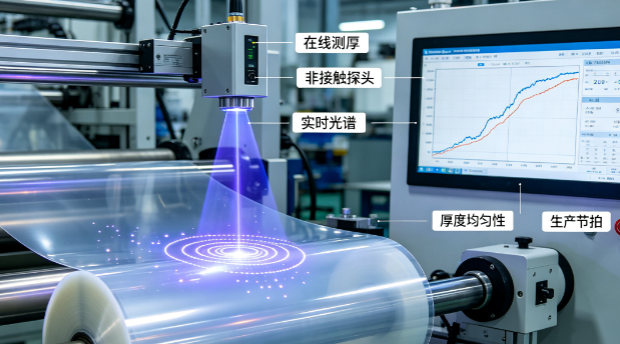
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15







