
镜头装配中透镜外缘接触安装方式的几种情形解析
镜头装配工艺中,透镜外缘接触安装是最基础、应用最广泛的安装方式之一。其装配精度直接影响镜头的成像质量,关系到光轴与机械轴的对准精度、透镜受力状态及整体光学性能。此前已针对镜头装配中的光机界面接触方式、透镜倒边及双胶合透镜安装等相关内容进行了介绍,本文将重点解析透镜外缘接触安装方式的几种典型情形,结合装配实践中的理想与非理想状态,探讨装配过程中的关键注意事项,为相关从业人员提供技术参考。本文内容摘录自《光机系统设计》,略有修改,建议从事光学装调及相关工作的人员深入研读此书,夯实技术基础。

一、理想镜座中透镜外缘接触安装的情形
理想状态下的透镜外缘接触安装,需同时满足透镜与镜座的双重理想条件:透镜经完美定心和磨边处理,镜座的加工精度、形位公差完全符合设计要求。在此前提下,将透镜采用外缘接触方式装配于镜座中,远距离轴上物点所成的像能够精准位于光轴上,实现光轴与机械轴的完全重合,保障成像的准确性。
透镜的轴向定位是该装配方式的关键环节,通常通过压圈、镜座凸缘及隔圈对透镜球面施加轴向预载来实现,这种预载以均匀的水平作用力形式作用于透镜,确保透镜在装配过程中位置稳定,避免因轴向位移影响成像精度。
需注意的是,若透镜存在加工缺陷,如带有楔形角,或磨边过程中出现边缘倾斜、边缘偏心两种偏心情况,即便将其装配于理想镜座中,也会导致成像偏差——远距离轴上物点的像会偏离光轴,出现轴外成像问题。同时,上述两种缺陷会导致常规夹持方法施加的轴向力无法实现对称分布,进而将过量的局部应力引入透镜材料内部,长期使用可能导致透镜变形,影响镜头的使用寿命和光学性能。
二、理想透镜在非理想镜座中的外缘接触安装情形
装配实践中,除透镜自身加工精度外,镜座等机械零件的加工质量同样会对装配效果产生决定性影响。即便透镜经过理想的定心和磨边处理,若配套机械零件加工存在误差,仍会出现光轴与机械轴对准偏差、透镜受力不均等问题,具体主要表现为以下三种情形。
第一种情形为镜座基准面倾斜。镜座的圆柱形镗孔(基准面-A-)与镜座凸缘(基准面-C-)之间存在倾斜误差,会导致透镜相对于镜座外径(基准面-B-)产生倾斜,破坏光轴与机械轴的同轴度,进而影响成像对准精度。

第二种情形为镜座基准面偏心。圆柱形镗孔(基准面-A-)相对于镜座外径(基准面-B-)存在偏心,使得装配后的透镜中心偏离设计光轴,导致轴上物点成像偏移,无法实现精准对焦。

第三种情形为隔圈加工缺陷。用于透镜轴向定位的隔圈被加工成楔形,会导致透镜表面与接触的机械零件之间出现局部间隙。当通过夹持方式施加轴向力时,间隙的存在会造成轴向力分布不均,产生不对称的局部应力,不仅影响透镜的定位稳定性,还可能导致透镜产生微变形,损害光学性能。

三、透镜外缘接触安装的核心要求
综合上述两种理想与非理想装配情形可以看出,透镜外缘接触安装的核心在于“精度匹配”——无论是光学零件(透镜)的定心、磨边精度,还是机械零件(镜座、隔圈等)的加工精度,都直接决定了装配质量和成像效果。因此,在实际装配工作中,必须充分控制光学零件与机械零件的尺寸精度、形位公差及表面匹配关系,避免因零件加工缺陷或装配偏差导致的光轴偏移、应力不均等问题,确保镜头装配后能够达到设计的光学性能指标。

透镜外缘接触安装作为镜头装配的基础方式,其装配逻辑和精度控制要点,对整个镜头装调工艺具有重要的指导意义。相关从业人员需熟练掌握不同装配情形下的问题表现及应对思路,严格把控零件加工与装配环节的精度,不断提升装配质量,保障镜头的稳定运行。
-

干涉条纹怎么判读——拿到干涉图先看什么、再看什么
一张干涉图拿到手,先看什么?
多数工程师拿到干涉图的第一反应是:PV多少?RMS多少?合格不合格?
但这两个数字回答的是"好不好",不是"为什么好/不好"。你真正需要的不是一张成绩单,是一张体检报告——每条纹的弯曲方向、间距变化、对称性,藏着比PV更关键的信息。2026-07-17
-

光学检测设备选型总览:不同规模光学工厂的配置思路
一家初创光学工坊可能只需要一台球径仪和一台定心仪,而一家年产千万片镜头的工厂需要覆盖从原材料检测到成品MTF的全自动检测线。光学检测设备的选型不是"买最贵的"或者"买最便宜的",而是根据产品精度、产量规模和成本预算在三者之间找到最优平衡点。本文从入门级、产线级、研发级和计量级四个层次,为不同规模的光学制造企业提供检测设备的选型参考。
2026-07-16
-
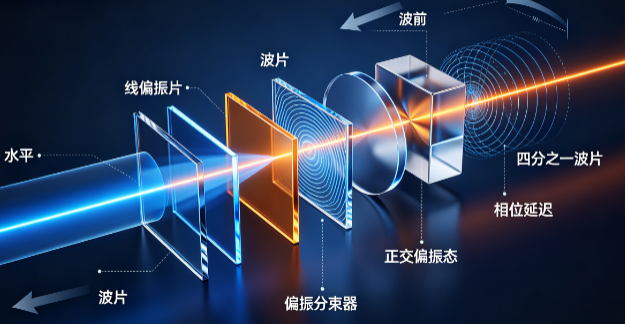
偏振光学元件的检测:消光比、偏振度与相位延迟的测量原理
在激光通信、量子光学和偏振成像系统中,偏振光学元件的品质往往以"消光比"来评价——一个消光比为10⁶:1(60dB)的偏振分光器,意味着p偏振光可以"几乎完美地透过",而s偏振光被"几乎完全抑制"。但当这个分光器在系统中因为微小的装调偏差退化到10³:1时,系统性能的劣化可能比MTF下降10%更严重。本文从消光比、偏振度和相位延迟(波片检测)三个核心参数出发,系统介绍偏振光学元件的检测方法。
2026-07-16
-

亚纳米的较量:半导体对位计量从光刻走向先进封装
SEMICON China 2026上传递出一个清晰的信号:先进封装已从"补位技术"跃升为算力竞争的核心战场。2.5D/3D堆叠、混合键合、CPO硅光互连——这些技术的共同命门只有一个字:准。
2026-07-16
-
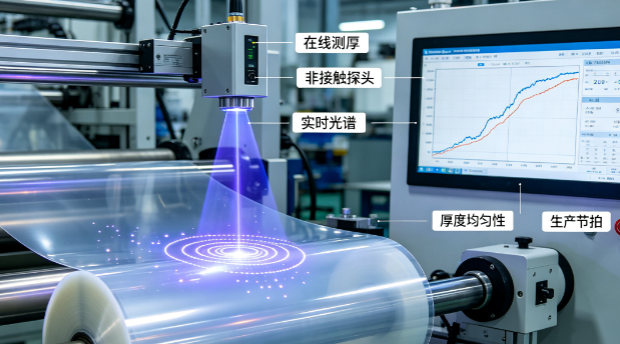
光学膜层的非接触厚度测量:从椭偏仪到反射光谱法的技术选择
一片镜片上的增透膜厚度标注为"SiO₂ 80nm±2nm"。80nm约等于400个硅原子的直径——检测这样厚度的膜层,接触式测厚仪(探针)已无法使用:探针的接触力会直接穿透膜层或造成不可逆的损伤。光学膜层的厚度测量几乎完全依赖非接触光学方法。本文从椭偏仪和反射/透射光谱法两种主流方案出发,对比其物理原理、精度边界和适用场景,为膜层检测的选型提供参考。
2026-07-15







