
光学镜片表面质量核心评价指标体系解析
在光学工程领域,光学镜片的表面质量是决定光学系统透射效率、成像精度、工作稳定性的核心因素,其把控水平直接关联高端光学装备的性能上限。超光滑镜片作为高端光学元件的核心载体,其制备依赖高精度镀膜与抛光工艺支撑,当前行业内提出的PV<15nm、RMS<1nm的球面冷加工精修精度要求,代表着超高端的技术标准,目前国内尚未有企业实现该指标;国内头部企业的超光滑镜片可实现表面粗糙度0.05-0.2nm、面型λ/30、光洁度5-0的技术指标,已是行业内的领先水平。
光学透镜加工与检测的核心评价体系由表面粗糙度Ra、面型PV、面型RMS、光洁度四大指标构成,四大指标从微观纹理、宏观形状、表面缺陷三个维度形成互补,实现对镜片表面质量的全方位、多维度量化判定。本文将从指标定义、计算方式、技术意义、应用场景四个维度,系统解析该评价体系的核心内涵与应用要求,为光学镜片的加工、检测与选型提供理论参考。
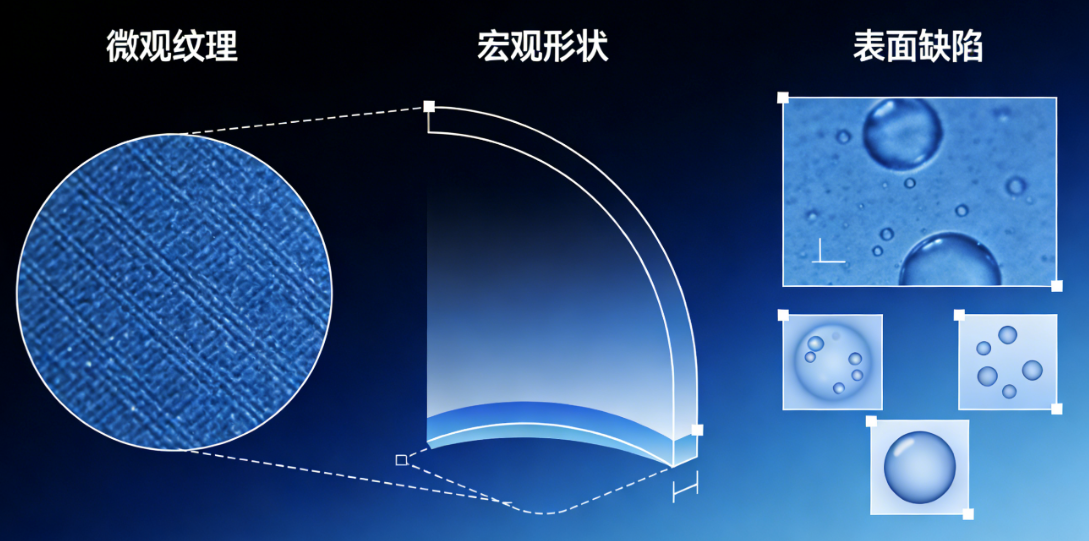
微观纹理维度:表面粗糙度Ra,表征镜片表面精细起伏特征
表面粗糙度Ra全称为轮廓算术平均偏差,是量化光学镜片表面微观纹理的核心指标,用于描述镜片表面微观尺度下的高低起伏状态,其判定需在指定取样长度内完成。从计算逻辑来看,Ra为取样长度内轮廓偏距的算术平均值,计算公式为
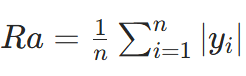
本质是反映表面各点相对基准中心线的平均高度变化,数值越小,代表镜片表面微观越光滑。
该指标的核心技术意义与镜片的散射损耗直接相关:当光线照射至粗糙表面时,会发生非定向散射,导致预定路径的透射或反射光能量损失,进而降低光学系统的透过率与对比度。因此,在对光线传输效率要求严苛的光学系统中,如高功率激光系统、专业相机镜头、精密成像设备,对Ra值的把控尤为严格。其中,高功率激光反射镜为实现镜面级的超光滑效果,通常要求Ra值小于0.1纳米,以此最大限度降低散射损耗,保障光线的定向传输效率。
宏观形状维度:面型PV与RMS,评价镜片整体几何精度
面型PV(峰谷值)与面型RMS(均方根值)是评价光学镜片宏观几何精度的核心参数,二者常配合使用,均需通过干涉仪完成检测,共同表征镜片表面的宏观形态特征,是反映镜片“整体轮廓精度”的关键指标,二者从不同角度实现对宏观形状的互补评价,缺一不可。
面型PV:反映表面最大起伏的“极差指标”
面型PV即峰谷值,指在整个被测表面范围内,最高点(波峰)与最低点(波谷)之间的绝对高度差,是直接反映镜片表面宏观最大起伏程度的量化指标。该指标的核心特点是关注极端值,直观体现表面的最大形变量,其技术意义在能量高度集中的光学系统中尤为突出,如高能激光系统、天文望远镜、激光测距设备等。此类系统中,局部的尖锐缺陷会对应较大的PV值,极易成为热损伤的起点,或引发光线波前的剧烈畸变,直接影响系统的工作稳定性与测量精度。
行业内有通用的PV值换算参考:在632.8nm波长下,1个干涉条纹(光圈)的不规则度,约对应λ/2(316nm)的PV值,为面型PV的快速检测与初步判定提供了行业参考依据。
面型RMS:反映表面整体平均起伏的“统计指标”
面型RMS即均方根值,其计算逻辑为对表面所有采样点的高度偏差进行平方、平均后再开方,计算公式为
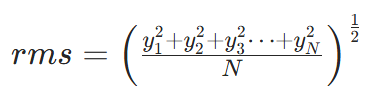
与PV值仅关注表面两个极端点不同,RMS值覆盖全采样点,能更全面、客观地反映镜片表面的整体平均起伏程度,体现宏观形状的均匀性。
同一PV值下,镜片的RMS值可能存在显著差异,对应的表面形状也会大相径庭:即使表面最大起伏相同,若整体“坑坑洼洼”,其RMS值会显著偏高。该指标是精密成像系统的核心评价依据,如光刻物镜、高质量单反相机镜头、显微成像设备等,因其与光学系统波前的均方根误差直接相关,直接决定了系统的成像对比度与分辨率。若镜片PV值表现尚可,但RMS值较差,仍会导致成像模糊,无法满足精密成像的技术需求。
在实际应用中,平滑的光学镜片表面存在固定的数值比例关系:RMS值通常约为PV值的1/3至1/5,该比例可为镜片面型质量的初步判定提供快速参考。
表面缺陷维度:光洁度,量化镜片离散型表面缺陷
光洁度是专门表征光学镜片表面离散型缺陷的专属指标,并非连续数值,而是遵循美国军用标准MIL-PRF-13830的标准化评级代码,以S-D(划痕/麻点)的固定形式呈现,用于量化表面划痕、麻点、斑点等非连续性缺陷,是评价镜片表面“瑕疵状况”的核心标准。
光洁度代码的两个数值分别对应划痕与麻点的评级标准,二者针对不同类型的表面缺陷,形成互补的缺陷评价体系:
1. 划痕等级(S,代码第一个数字):针对长宽比大于4:1的线性划痕缺陷,常见等级为20、40、60、80等,该数值为无量纲等级,需在受控照明条件下,将被测表面与标准样板对比判定。数值越大,代表划痕的视觉观感越明显,并非直接对应划痕的实际宽度或深度。
2. 麻点等级(D,代码第二个数字):针对长宽比小于4:1的坑点、斑点类缺陷,数值越大,代表允许存在的麻点直径越大,且存在明确的尺寸换算关系:麻点号数直接对应其直径的百分之一毫米,如40麻点表示直径为0.40毫米,20麻点表示直径为0.20毫米。
表面缺陷虽尺寸微小,但对高性能光学系统的危害不容忽视:深划痕易成为应力集中点,在热冲击、高功率激光照射等工况下,可能引发镜片元件的破裂;麻点则会遮挡局部光线,造成光学系统内部的能量分布不均,降低成像均匀性与能量传输效率。因此,不同的光洁度代码代表不同的严苛程度,如“20-10”的标准相较于“20-20”更为严格,核心差异在于对麻点的尺寸控制更为精细。在实际的镜片质量检测中,需结合划痕与麻点的评级综合判读,才能全面、准确评价镜片的表面缺陷状况。
四大指标的综合应用:光学镜片质量把控的核心原则
光学镜片的表面质量是一个系统性概念,单一指标的优异无法支撑高性能光学系统的工作需求,多指标综合考量、协同把控是光学镜片加工、检测与选型的核心原则。各类高端光学元件均需根据应用场景,制定明确的多指标组合技术要求,通过各维度指标的协同达标,保障光学系统的整体性能。
以激光美容仪的高质量滤光片为例,其需同时满足三大维度的指标要求:面型PV<λ/4@632.8nm(约158nm)、光洁度20-10、表面粗糙度Ra<1nm,唯有各指标均达到技术标准,才能保障滤光片的光线过滤精度、能量传输效率与工作稳定性。
综上,表面粗糙度Ra、面型PV、面型RMS、光洁度四大指标构成了光学镜片表面质量的完整评价体系,各指标从微观到宏观、从精细起伏到离散缺陷,实现了对镜片表面质量的全方位量化。在光学工程实践中,精准理解各指标的核心内涵、技术意义与应用场景,把握指标间的互补关系与综合应用原则,是提升光学镜片加工质量、保障光学系统性能的关键,也为超光滑镜片加工技术的研发与突破提供了明确的技术方向。
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30
-
红外光学中的冷光阑效率,从制冷探测器到冷屏匹配的完整逻辑
一台热像仪的探测器冷却到77K,F/1.2的镜头收集了前方的红外辐射——但镜筒内壁、镜框边缘和挡光环同样在"发热",它们的300K黑体辐射如果未经遮挡直接到达探测器,相当于在信号上叠加了一个巨大的背景光子流。冷光阑(Cold Stop)是制冷红外系统中被低估的元件——它不仅是物理孔径,更是热背景抑制的一道光学"门槛"。本文从冷光阑的基本原理、冷屏F数匹配和工程实现三个维度,介绍冷屏效率在制冷红外系统中的核心角色。
2026-07-30
-
【实战笔记】Through-Focus曲线判读指南
很多读者私信问:Through-Focus扫描扫出来一条条"小山丘"似的曲线,到底该看什么?
这事儿操作上不算复杂:横轴找峰、纵轴看高、对比看分离。但真正难的是——曲线的不对称、视场间的错位、S/T曲线的间距,背后都对应着不同的像差和装调问题。不搞清楚这些形态对应的物理含义,看曲线和看天书差不多。
今天这篇就把Through-Focus曲线掰开揉碎讲清楚:拿到一份报告,先看什么、后看什么、看到什么特征对应什么问题。2026-07-30
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
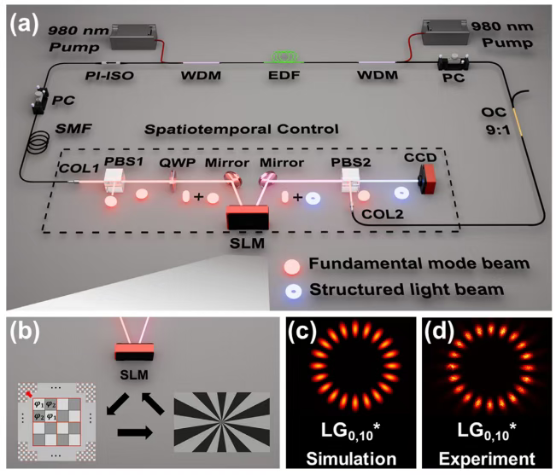
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29







