
半导体投影光刻核心参数:波长、NA与k₁的技术博弈
半导体芯片制造行业,光刻技术是决定芯片制程精度的核心环节,而波长、数值孔径(NA)和工艺因子k₁,便是调控光刻图形缩放、突破成像极限的三大关键参数。三者协同作用,推动着光刻技术从微米级向纳米级、甚至亚纳米级不断迭代,支撑着半导体产业的持续升级。
缩短波长:光刻技术迭代的核心路径
光刻的本质是利用光线将掩模上的图形精准投射到光刻胶上,波长越短,光线的衍射效应越弱,所能分辨的图形特征尺寸就越小,这也是光刻技术演进的核心逻辑。早期光刻系统依赖汞蒸气灯的紫外光谱线,先后采用g线(436nm)、h线(405nm)和i线(365nm),随着芯片制程向更小尺寸突破,这些波长已无法满足精度需求。
深紫外(DUV)光刻技术的出现,成为光刻技术的重要突破。准分子激光器被引入作为新光源,同时由于传统重氮萘醌(DNQ)型光刻胶在300nm以下波长透光率极低,化学放大型光刻胶(CAR)应运而生,为短波长光刻提供了关键支撑。第一个DUV光刻系统采用波长为248nm的KrF准分子激光器,21世纪初,波长为193nm的ArF系统问世,至今仍在半导体制造中广泛应用。
在193nm之后,业界曾计划引入波长为157nm的F₂准分子激光系统,但由于未能解决该波长下光学透镜的材料难题,这项技术最终未能实现大规模量产。此后,极紫外(EUV)光刻成为行业焦点,其波长仅为13.5nm,被认为是DUV光刻的理想继承者。早在20世纪80年代后期,科研人员就开始了EUV光刻相关研究,20世纪90年代中期进入密集开发阶段,2010-2011年第一批EUV投影光刻系统交付晶圆厂。但由于EUV光源的亮度、寿命,以及光刻胶敏感度、掩模基础设施等关键技术的研发滞后,直到2019年,第一批采用EUV光刻制造的芯片才正式应用于智能手机,标志着EUV光刻进入量产成熟阶段。

增大数值孔径(NA):突破成像精度的关键手段
数值孔径(NA)反映了光刻系统收集光线的能力,NA值越大,系统的分辨率越高,越能清晰成像微小图形。但增大NA也意味着光刻系统的设计和制造难度呈几何级数提升——要在10×10mm²及以上的大像场上实现无像差成像,需要增加更多的透镜来保证成像质量。
20世纪70年代后期,用于大规模制造的第一台步进式光刻机在436nm(汞灯g线)波长下工作,数值孔径仅为0.28,其投影系统仅由约10片透镜组成。随着制程需求升级,NA值和透镜数量不断增加,21世纪初,由40多片透镜组成、NA=0.85的高数值孔径光刻系统投入使用。高NA光学系统涉及大入射角光线,对透镜表面的光滑度要求极高,需依靠先进的抛光和镀膜技术,减少光线的散射和背向反射,才能保证成像精度。
干式光刻系统中,系统最大张角正弦值的实际极限约为0.93,制约了NA的进一步提升。为突破这一限制,浸没式光刻技术应运而生——在投影光刻物镜最后一片透镜与光刻胶之间填充浸没液体,利用液体的高折射率提升NA值。理想的浸没液体需满足极低吸收率、与透镜和光刻胶化学匹配、折射率足够高的要求,而超净纯水在193nm波长处的折射率为1.44,且不吸收该波长光线、不影响光刻胶性能,成为最理想的浸没液体。
借助超净纯水,浸没式光刻实现了高达1.35的NA值,成为DUV光刻的重要升级方向。但业界曾尝试开发更高折射率的浸没液体,却始终未能找到兼具低吸收率和良好化学相容性的材料,同时投影物镜最后一片透镜所需的特殊高折射率材料也无法及时交付,因此NA>1.35的超高数值孔径浸没式光刻系统,已不再作为未来光刻技术的发展选项。

降低工艺因子k₁:进一步缩小图形尺寸的补充路径
在波长和NA确定的情况下,工艺因子k₁成为进一步降低最小可分辨图形特征尺寸的关键。k₁值越小,所能实现的图形尺寸越小,但这一过程也伴随着成像质量的挑战。20世纪90年代,业界普遍认为制造业所需的k₁>0.7,而随着制程向纳米级突破,降低k₁成为必然选择。
光刻成像的效果与k₁值密切相关:当k₁>0.6时,成像几乎能精准复制掩模上的原始图形;当k₁值逐渐降低,成像会变得越来越模糊,图像局部对比度大幅下降,同时会产生明显的光学邻近效应——成像的局部光强度会受到相邻特征图形的影响,导致实际成像图形与预期图形出现偏差,尤其是在线端、拐角等特征部位,偏差更为明显。此外,k₁值降低后,孤立特征图形和密集特征图形的成像差异也会显著增大,进一步影响光刻精度。
为解决低k₁光刻带来的成像问题,业界开发了多种技术手段:光学分辨率增强技术可有效抵消对比度损失和图形偏差,特殊的光刻胶材料和工艺则为低k₁光刻提供了支撑,甚至能适配k₁<0.25的双重成形光刻技术,让更小尺寸的芯片制造成为可能。
三者协同:光刻技术突破的核心逻辑
波长、数值孔径NA和工艺因子k₁,三者并非孤立作用,而是相互协同、相互制约,共同决定着光刻技术的分辨率和实用性。缩短波长是提升分辨率的核心方向,增大NA是重要补充,而降低k₁则是在前两者达到技术瓶颈时,进一步突破尺寸限制的关键手段。
从汞灯紫外光到DUV,再到EUV;从干式光刻到浸没式光刻;从高k₁到低k₁工艺,每一次光刻技术的突破,都是三大参数协同优化的结果。未来,随着半导体芯片向更小制程、更高集成度发展,对这三大核心参数的研究仍将持续,推动光刻技术不断迈向新的极限,为半导体产业的发展注入持续动力。
-
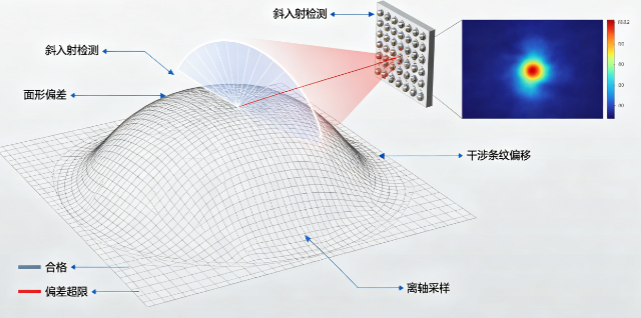
非球面离轴偏差检测:顶点偏位与光轴倾斜的精密测量
一块手机镜头中的非球面透镜,面形精度λ/10——完美。但它的光轴顶点偏离了镜片外圆轴线1.5μm。在装配后,这个"偏离1.5μm"经6片镜片的累积,可能在最后一片镜片上表现为将近10μm的径向光轴整体偏移——MTF在高空间频率下下降了20%。非球面的离轴偏差(Optical Axis Decenter)测的不是面形偏差,而是整个非球面的光轴脱离了"几何应该在那里的位置"——这是被很多光学制造企业低估的"面形之外的质量管控盲区"。本文介绍非球面离轴偏差的物理来源、两种主流检测方法和在手机/车载镜头产线中的工程实践。
2026-07-28
-
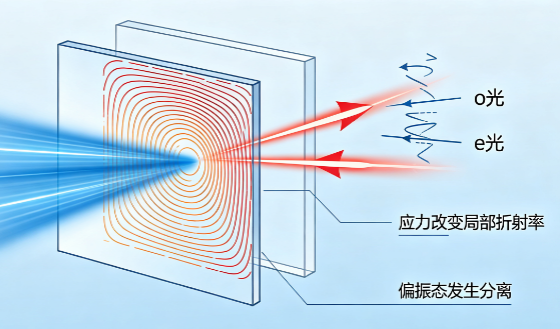
光学胶合中的应力双折射:产生机制、检测与控制
两片透镜用UV固化胶粘合在一起——肉眼看去完美无瑕。但当你把胶合件放在交叉偏振片之间观察时,围绕胶层周围出现了暗色的"双折射图案"——这是胶合应力双折射(Stress Birefringence)在"说话"。原本各向同性的光学玻璃和光学胶,在固化收缩应力和热应力下变成了局域的"各向异性介质"——光通过胶合面时被分裂为o光和e光,在偏振光学系统中表现为杂散偏振交叉耦合,直接破坏系统的消光比和偏振纯度。本文从应力双折射的物理机制、检测方法和胶合工艺控制三个维度,系统介绍这个在偏振精密光学中被高度重视的缺陷模式。
2026-07-28
-
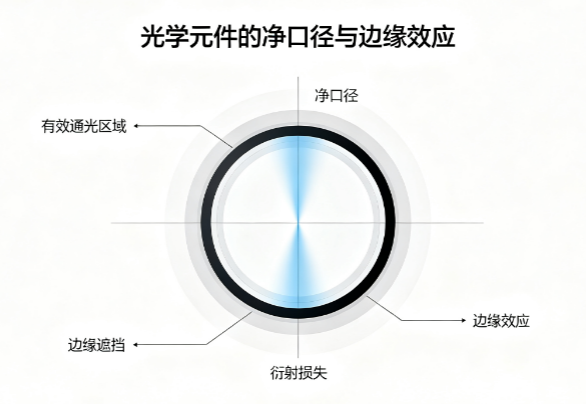
光学元件的净口径与边缘效应:从图纸标注到通光效率的完整评估
光学图纸上标注"通光口径Φ40mm",你拿出一片Φ42mm的透镜——看上去多了2mm的边缘余量,应该"完全够用了"。但当干涉仪测量这片透镜的有效通光区域时,发现在Φ40mm~Φ42mm的边缘环带内,面形偏差急剧恶化(从λ/20退化到λ/2),表面粗糙度在最后1mm内放大了10倍——这2mm的"安全边际"在光学上几乎是废的。净口径(Clear Aperture)不只是机械尺寸的减法——它是有效通光区域的光学质量边界。本文从边缘效应的产生原因、检测标准和工程实践三个维度,系统介绍净口径的概念和评估方法。
2026-07-28
-
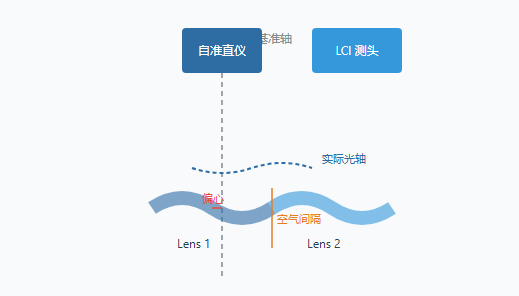
OptiCentric® 3D:把偏心、间隔、曲率半径放在同一根光轴上测
偏心调好了,空气间隔又被压变了;间隔修回来,偏心又跑了;两样都合格,MTF 还是差一口气。拆开看单片都 OK,合起来就不对劲。
2026-07-28
-
斯特列尔比:从波前RMS到成像质量的那一步跨越
干涉仪报告上写"波前RMS = 0.07λ"——光学工程师看了一眼说"差不多是衍射极限了"。这个判断从哪来?答案是斯特列尔比(Strehl Ratio)——一个将波前误差RMS直接转化为成像质量评估的公式,只要一个指数函数。斯特列尔比虽然诞生于十九世纪末的马雷夏尔近似公式,但直到今天,它仍然是光学元件验收和系统性能评价中最简洁、最通用的质量指标。本文从定义、推导和工程应用三个维度,带你全面理解Strell比在精密光学中的核心角色。
2026-07-27







