
激光品质评价核心指标—M²因子与斯特列尔比解析
在激光精密切割、显微成像、激光测距、自适应光学等高端应用领域,激光器的功率、波长、脉冲宽度等基础参数已无法全面表征其实际效能,决定激光系统应用价值的核心要素,在于光束的可聚焦能力与传输质量。实际激光束与物理定律下理想光束的偏差程度,是评价激光品质的关键维度,而M²因子与斯特列尔比(StrehlRatio,SR)作为衡量这一偏差的两大核心标尺,直接决定了激光加工精度、成像分辨率与系统整体使用寿命,是激光光学领域研究与工程应用的重要参考依据。本文将对两大指标的定义、特性、应用场景及内在关联进行系统解析,为激光系统的选型、设计与优化提供理论支撑。
一、M²因子:激光器输出光束的核心品质标尺
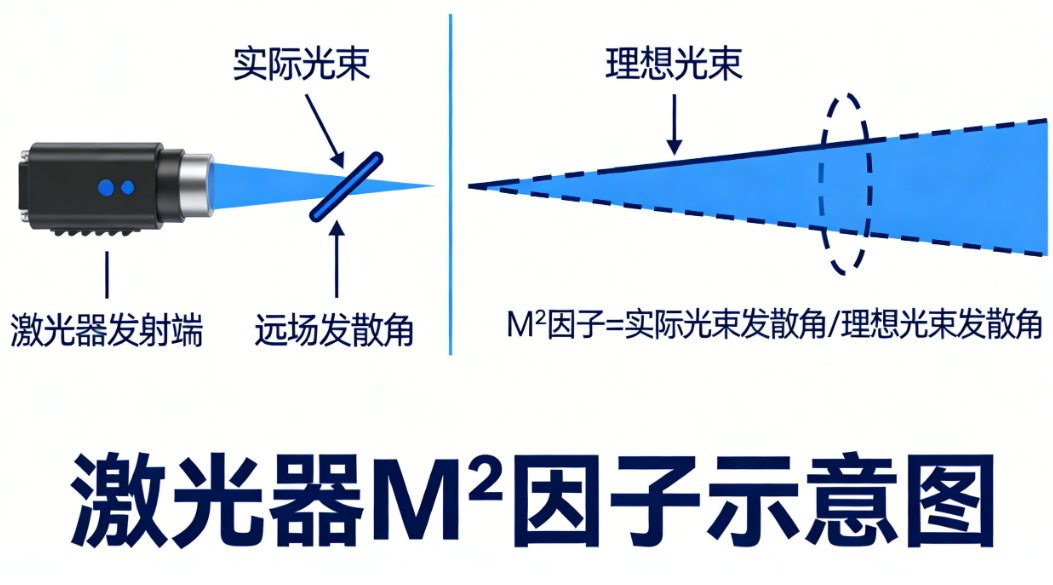
M²因子是衡量激光器本身光束质量的核心参数,其本质是表征实际激光束与理想衍射极限高斯光束(TEM₀₀模)的偏离程度。理想高斯光束能量呈中心高、向外平滑衰减的分布特征,具备最小的远场发散角,聚焦时可达到物理衍射极限允许的最小焦斑,是激光光束的理论最优状态。
从数学定义来看,M²因子为实际光束的束参数积与衍射极限高斯光束的束参数积的比值,公式表达为:M²=(θ·ω₀)/(λ/π)。其中,θ为实际光束远场发散半角,ω₀为束腰半径,λ为激光波长,分母λ/π为衍射极限高斯光束的束参数积基准值。当M²=1时,代表光束为完美的衍射极限高斯光束,是该参数的物理下限;M²数值越大,表明光束质量越差,聚焦后的光斑面积越大,焦点处峰值能量密度越低。
实际应用中,聚焦光斑直径可通过公式d=M²·(4λf)/(πD)计算,其中f为聚焦透镜焦距,D为入射光束直径。由此可知,M²因子与焦斑直径呈正相关,当M²=2时,焦斑面积为理想状态的4倍,峰值强度仅为理想值的1/4,光束的能量利用效率与聚焦精度大幅下降。
结合工程应用场景,M²因子的数值范围对应着不同类型激光器的品质与适用领域:M²在1.05–1.2之间为优质单模激光器,典型代表为HeNe激光器、高质量DPSS激光器,适用于对光束质量要求极高的精密光学领域;M²在1–10之间的激光器为大多数工业固体激光器,可满足激光切割、焊接等常规工业加工需求;M²大于100的光束则多见于高功率二极管阵列,主要作为泵浦光源使用,对聚焦精度要求较低。
从应用价值来看,M²因子越小的激光器,在同等功率下焦点处峰值能量密度越高,在精密微加工中具备显著优势,可有效减小切缝宽度、提升加工分辨率;同时,高光束质量意味着激光经长距离传输后仍能保持良好的准直性,这一特性对激光测距、自由空间激光通信等远距离应用至关重要,能有效减少传输过程中的能量损耗,保证接收端的功率密度。
二、斯特列尔比:光学系统聚焦性能的关键评价指标
如果说M²因子聚焦于激光器自身的光束输出品质,斯特列尔比则是衡量光学元件或系统引入的波前误差对激光聚焦性能影响的核心参数,是光学系统光学性能的“成绩单”。其定义为激光焦点处的实际峰值辐照度与理论衍射极限峰值辐照度的比值,公式表达为:SR=I_actual/I_diffraction-limit。
斯特列尔比的理想值为1,对应无像差的完美光学系统,此时激光经系统聚焦后可达到理论衍射极限的峰值辐照度;行业内公认的“衍射受限”判断标准为SR≥0.8,当该参数低于此阈值时,光学系统的像差将显著影响聚焦性能。此外,斯特列尔比与RMS波前误差存在定量关联,近似满足SR≈e^[−(2πσ)²],其中σ为RMS波前误差,波前误差越大,斯特列尔比越小,光学系统的成像与聚焦效果越差。
从数值对应的系统状态来看,斯特列尔比的范围直接反映光学系统的像差程度与适用场景:SR在0.95–1.0之间时,系统接近完美,无明显像差,适用于天文望远镜、干涉仪等对光学性能要求极致的精密仪器;SR在0.80–0.95之间时,系统处于衍射受限状态,是精密成像、激光聚焦透镜等核心光学元件的合格标准;SR在0.50–0.80之间时,系统光学性能明显下降,仅可满足工业检测、部分光纤耦合等对精度要求较低的应用;当SR小于0.50时,系统存在严重像差,聚焦与成像效果大幅劣化,需重新进行光学设计或元件校正。
斯特列尔比的大小主要受光学系统的固有误差与制造装调精度影响,其中透镜的球差、像散、彗差等几何像差,以及光学元件制造过程中产生的面型不规则度,是导致波前误差、降低斯特列尔比的核心因素。因此,在高精度激光系统设计中,核心光学元件通常要求斯特列尔比≥0.8,通过优化元件加工精度与系统装调工艺,最大限度减小波前误差,保证聚焦性能。
三、M²因子与斯特列尔比的关联与本质区别
M²因子与斯特列尔比均围绕“实际系统与理想状态的偏差”展开评价,二者共同决定了整个激光系统的最终性能,但其评价视角、描述对象与影响因素存在本质区别,是激光系统中两个相互补充、不可替代的核心参数。
从核心对比维度来看,二者的差异体现在四个方面:在描述对象上,M²因子针对激光器输出光束本身,评价的是光源的固有品质;斯特列尔比则针对光学元件或整个光学系统,评价的是激光传输过程中光学环节的性能损耗。在主要影响因素上,M²因子主要受激光器内部谐振腔设计、工作过程中的热效应、高阶横模激发等因素影响,是激光器研发与制造过程中需优化的核心指标;斯特列尔比则受光学元件的面型误差、几何像差,以及系统装调精度等外部因素影响,属于光学系统设计与集成的优化范畴。在理想值设定上,M²因子的理想值为1,是物理定律决定的下限,代表光束达到衍射极限;斯特列尔比的理想值也为1,是无像差的理想上限,代表光学系统无能量损耗与波前畸变。在工程评价标准上,M²因子的评价原则为越接近1越好,数值越小代表光束质量越高;斯特列尔比则以≥0.8为行业通用的衍射受限合格标准,满足该阈值即代表光学系统性能达到工程应用的高精度要求。
需要重点强调的是,M²因子与斯特列尔比存在强关联性,激光系统的整体性能依赖于二者的协同优化,缺一不可。即便激光器输出M²=1的完美光束,若通过斯特列尔比仅为0.7的劣质光学系统聚焦,光学系统引入的严重波前误差仍会导致聚焦光斑扩大、峰值能量密度下降,最终的聚焦效果将大打折扣;反之,若光学系统的斯特列尔比接近1,而激光器输出的光束M²因子过大,光束自身的固有偏差也会使系统无法达到理想的聚焦与传输效果。因此,在激光系统的设计与选型中,需同时兼顾激光器的M²因子与光学系统的斯特列尔比,实现光源品质与光学环节性能的匹配与优化。
四、M²因子与斯特列尔比的工程应用价值
M²因子与斯特列尔比作为激光品质评价的核心指标,其数值大小直接决定了激光系统在各领域的应用效果,是工业加工、自适应光学、激光通信与雷达等领域进行系统设计、设备选型与性能优化的重要依据,在高端激光应用中具备不可替代的工程价值。
在工业激光精密加工领域,M²因子是决定加工精度的核心参数,直接影响切缝宽度、加工分辨率与热影响区范围。同等功率条件下,M²=1.2的激光器与M²=2.5的激光器相比,前者焦斑面积较后者小4倍以上,焦点处峰值能量密度更高,不仅能实现更窄的切缝与更高的加工分辨率,还能有效减小热影响区,避免加工材料因高温产生形变或性能劣化,在微电子制造、精密机械加工等高端领域具备显著优势。
在自适应光学领域,斯特列尔比是衡量大气湍流校正效果的核心指标。大气湍流会导致激光波前发生畸变,降低成像与聚焦精度,自适应光学系统通过实时调整变形镜的面型,补偿波前误差,使斯特列尔比最大化,从而让系统恢复到衍射受限的成像分辨率。这一特性在天文观测、空间激光通信等领域至关重要,能有效克服大气湍流的影响,提升观测与通信的精度和稳定性。
在激光通信与雷达领域,两大指标共同保障系统的远距离传输与探测性能。M²因子越小,激光束的远场发散角越小,经长距离传输后光束的扩散范围越小,能有效保证接收端的功率密度,减少传输过程中的能量损耗;而优化光学系统的斯特列尔比,能确保激光经发射与接收光学系统后聚焦更紧密,提升信号的探测效率与信噪比,从而扩大激光通信的传输距离、提高激光雷达的探测精度与测距范围。
M²因子与斯特列尔比作为评价激光品质的两大核心标尺,分别从激光器光源本身与光学系统环节,构建了激光品质评价的完整体系。其中,M²因子是激光器的“出厂品质证书”,其数值大小反映了光源的固有光束质量,决定了激光束的可聚焦能力与长距离传输特性;斯特列尔比是光学系统的“性能合格证”,其数值反映了光学环节的波前误差与性能损耗,决定了激光传输与聚焦过程中的能量利用效率与精度保持能力。
在激光技术向高精度、远距离、高功率方向发展的背景下,二者的协同优化已成为激光系统设计与应用的核心要求。只有同时兼顾激光器M²因子的优化与光学系统斯特列尔比的提升,实现光源品质与光学环节性能的高度匹配,才能让激光系统充分发挥其极限潜能,满足精密切割、自适应光学、激光通信等高端领域的应用需求。未来,随着激光制造与光学加工技术的不断进步,对两大指标的精准测量与极致优化,将成为推动激光光学领域发展的重要方向,为激光技术在更多高端领域的应用奠定坚实的理论与工程基础。
-

设计MTF=0.55,装调后只剩0.28:光学仿真到实物的差距从何而来?
光学设计的终极目标从来不是画出一套衍射极限的理想图纸,而是做出性能达标、可稳定量产的实物镜头。理解仿真与现实的差距,本质是理解从“纸面设计”到“工程落地”的全链条误差。唯有把公差思维贯穿设计、加工、装调全流程,才能真正填平理想与现实的鸿沟,让设计价值在量产中落地。
2026-07-30
-
红外光学中的冷光阑效率,从制冷探测器到冷屏匹配的完整逻辑
一台热像仪的探测器冷却到77K,F/1.2的镜头收集了前方的红外辐射——但镜筒内壁、镜框边缘和挡光环同样在"发热",它们的300K黑体辐射如果未经遮挡直接到达探测器,相当于在信号上叠加了一个巨大的背景光子流。冷光阑(Cold Stop)是制冷红外系统中被低估的元件——它不仅是物理孔径,更是热背景抑制的一道光学"门槛"。本文从冷光阑的基本原理、冷屏F数匹配和工程实现三个维度,介绍冷屏效率在制冷红外系统中的核心角色。
2026-07-30
-
【实战笔记】Through-Focus曲线判读指南
很多读者私信问:Through-Focus扫描扫出来一条条"小山丘"似的曲线,到底该看什么?
这事儿操作上不算复杂:横轴找峰、纵轴看高、对比看分离。但真正难的是——曲线的不对称、视场间的错位、S/T曲线的间距,背后都对应着不同的像差和装调问题。不搞清楚这些形态对应的物理含义,看曲线和看天书差不多。
今天这篇就把Through-Focus曲线掰开揉碎讲清楚:拿到一份报告,先看什么、后看什么、看到什么特征对应什么问题。2026-07-30
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
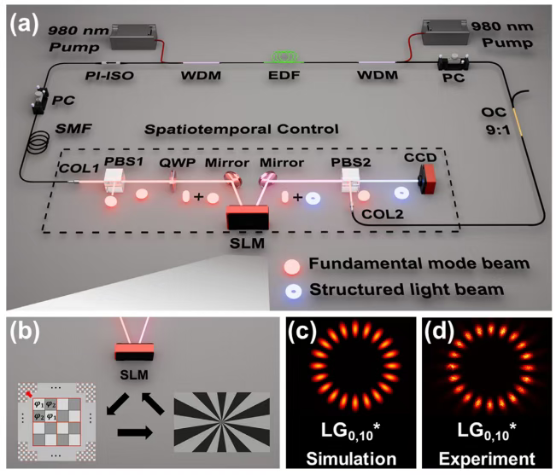
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29







