
硅晶圆激光切割核心技术深度解析:原理、工艺与质量把控
在半导体制造产业链中,硅晶圆切割是芯片成型的关键工序,其加工精度与效率直接影响芯片良品率和产业发展节奏。随着微电子器件向微型化、薄型化升级,传统切割方式的弊端逐渐显现,激光切割凭借高精度、低损伤的技术优势成为行业主流。本文从激光切割系统的硬件构成出发,深入拆解隐形切割与消融切割两大核心工艺,解析光斑、焦点的精度控制逻辑,并探讨切割质量的评价维度与效率平衡策略,系统梳理硅晶圆激光切割的核心技术体系。
一、激光切割系统:精密加工的硬件基础
实现硅晶圆的精准激光切割,需依托一套结构完整、协同配合的硬件系统,四大核心模块各司其职,构成激光切割的“能量输出-传输-定位-辅助”全流程体系,为后续工艺实施提供硬件支撑。
1.激光器系统:作为整个设备的“能量源”,主流采用半导体泵浦固体激光器和光纤激光器,波长覆盖红外1064nm、绿光532nm、紫外355nm三大常用波段,可根据不同加工需求灵活适配;冷却方式依激光器类型而定,光纤激光器采用风冷,其余多为水冷,保障设备稳定运行。
2.光路传输系统:承担激光的“输送”任务,通过扩束镜调整光斑大小、缩小光束发散角,借助高性能镀膜的反射镜(45度或0度)最大限度减少功率衰减,配合光阑实现光束的精准调控,确保激光能量稳定传输。
3.激光聚焦系统:是“精准定位”的核心环节,通过机械运动平台带动聚焦镜实现激光聚焦,不同切割工艺的聚焦逻辑存在差异,为后续差异化加工提供精准的能量聚焦支持。
4.辅助系统:涵盖成像定位系统、运动控制系统,实现加工位置的精准定位和设备的有序运行;全自动化设备还配备自动上下料系统,可实现无人化连续加工,大幅提升生产效率。
二、两大核心切割工艺:原理、特性与适用场景
激光切割的核心竞争力体现在差异化的工艺设计上,针对硅晶圆加工的不同需求,形成了隐形切割和消融切割两大主流工艺,二者分别以“内部瓦解”和“自上而下”为核心加工逻辑,在原理、优势、适用场景上形成互补,覆盖精密加工与高效加工的全需求场景。
(一)隐形切割:内部分离,低损伤的精密工艺
隐形切割由日本滨松光学公司发明并申请专利,专为解决传统切割带来的晶圆断裂、薄膜脱离、微裂纹等痛点而生,是薄晶圆、脆硬晶体材料加工的优选工艺。
1.核心原理:摒弃传统的表面切割思路,通过高数值孔径(NA>0.5)的物镜,将激光聚焦在晶圆内部而非表面,使内部单晶硅发生“改质”;改质后的材料会自然释放应力,后续借助扩片设备即可实现晶圆的无损伤完美分离。
2.关键参数:激光器输入光斑直径约4mm,聚焦后接近衍射极限(小于1微米);内部形成的改质层厚度20-100微米,应力释放后形成1-3微米宽的垂直裂纹;激光入射方式(正面或背面)可根据硅材料的透过率和客户实际需求灵活选择。
3.技术优势与适用场景:切割效果优异,断面光滑无粉尘、表面无裂纹、侧壁粗糙度极小且无刮渣,多次切割后仍能保持完美形貌;适用范围广泛,不仅可加工硅片,还能适配玻璃、蓝宝石等各类晶体材料,适合对加工精度、表面质量要求极高的精密加工场景。
(二)消融切割:自上而下,高效能的通用工艺
若说隐形切割是追求极致精度的“细活工艺”,消融切割则是兼顾效率与适用范围的“通用工艺”,应用场景更广泛,根据加工深度可分为表面蚀刻(仅去除表面部分材料)、半切割(深度达材料一半以上)、全切割(贯穿材料)三类。
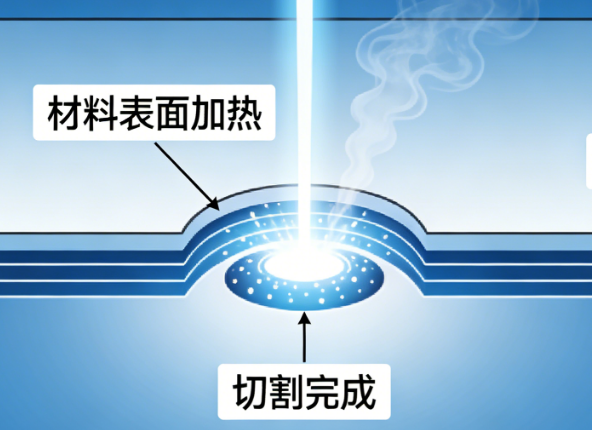
1.核心原理:激光照射至材料表面后,光子能量被快速吸收,一部分能量打断材料分子链,另一部分转化为热能并在材料内部形成等离子云;被打断分子链的材料发生气化升华,配合吹气装置将等离子云和加工残渣及时吹走,完成自上而下的材料去除。
2.能量控制逻辑:加工效果与激光功率密度高度相关,不同功率密度对应不同加工效果,形成清晰的能量应用梯度:功率密度<10⁴W/cm²时仅加热材料表面,适合表面退火、相变硬化;10⁴-10⁶W/cm²时材料熔化,适用于金属表面重熔、熔覆;>10⁶W/cm²时材料汽化,是切割、打孔的核心功率区间;>10⁸W/cm²时材料瞬间汽化爆炸,适合脉冲激光冲击强化、高精度打孔。
3.技术注意点与适用场景:加工蓝宝石、玻璃等硬脆性非金属材料时,易因热应力产生裂纹或破碎,需严格把控激光参数;该工艺效率更高、适配性更强,适合对加工速度要求较高、精度要求相对适中的规模化加工场景。
三、精度控制核心:光斑与焦点的精准调控
激光切割的精度高低,本质取决于光斑和焦点的精准控制,二者直接影响切割线宽、加工深度和切口质量,是区分普通加工与精密加工的关键指标,也是工艺优化的核心切入点。
1.光斑控制:聚焦后的光斑半径与透镜焦距、激光波长、入射光斑半径、光束质量(M²,典型值1.02-1.6)密切相关;光斑越小,切割线宽越窄,但焦深会相应变小,加工深度受限;光斑稍大时,可兼顾切割宽度与加工深度,实现效果与实用性的平衡。例如消融切割采用355nm紫外波长时,最佳聚焦光斑直径在0.008-0.02mm,全切割场景下选择0.02mm光斑直径,可完美平衡切割效果与加工深度。
2.焦点控制:激光从空气进入硅材料时,因二者折射率不同会发生折射,导致焦点偏移,需通过精准测算实现焦点定位;可借助Zemax软件建模(将硅片近似为平行平板)测算切割头移动量,测试数据显示,焦点在硅内部0.1mm时切割头需移动0.03mm,焦点在0.5mm时移动量为0.14mm;若硅片存在掺杂情况,测算结果会有偏差,需结合实际测试调整参数,确保焦点定位精准。
四、切割质量评价与效率平衡:核心维度与优化策略
目前行业内对硅晶圆激光切割质量尚无统一评价标准,但核心评价逻辑始终围绕“效率与效果的综合取舍”,即以最快加工速度实现最佳切割效果为最终目标,形成了清晰的质量评价维度和参数优化策略,实现工艺效果与生产效率的双向平衡。
1.核心评价维度:行业内主要从四个维度衡量切割质量,覆盖精度、形态等核心指标,分别为切割精度、切缝宽度、切口形貌(含火山口高度、挂渣、侧壁粗糙度、锥度)、深宽比,不同工艺的质量指标要求各有侧重。
2.不同工艺的质量要求:隐形切割凭借低损伤优势,质量表现近乎完美,切缝仅1-3微米,切口锐利、直线度好且无热影响区,核心评价指标为侧壁是否存在挂渣;消融切割的精度需控制在1-5微米,切缝宽度10-50微米,火山口高度不超过1-10微米,需兼顾多维度指标的整体平衡。
3.激光器选型依据:激光器的类型直接决定切割精度,选型需与精度要求高度匹配:若精度要求在20-50微米,纳秒激光器即可满足需求;若精度要求低于20微米,则需采用精度更高的皮秒、飞秒激光器。
4.效率优化策略:切割速度与激光功率、频率、峰值功率呈正相关,但并非速度越快越好;若相关参数设置过大,易产生更大的热影响区,导致切口形貌变差、加工质量下降。因此需根据材料特性、加工精度要求动态调整参数,在保证切割质量的前提下,实现加工效率的最大化。
硅晶圆激光切割技术是半导体制造工艺升级的重要体现,其技术体系具有极强的逻辑性:以硬件系统为基础,为工艺实施提供能量和设备支撑;以隐形切割、消融切割为核心工艺,针对不同加工需求形成差异化解决方案;以光斑、焦点控制为精度核心,决定加工的精准度和稳定性;以质量评价与效率平衡为优化方向,实现工艺效果与生产效率的统一。
随着芯片制程不断突破,微电子器件对加工精度、低损伤的要求将持续提升,激光切割技术也将朝着更精密、更高效、更智能化的方向迭代。未来,通过硬件设备的升级、工艺参数的精细化调控、不同工艺的融合适配,硅晶圆激光切割技术将进一步突破加工边界,为半导体行业的高质量发展筑牢工艺基础,成为推动微电子器件微型化、高性能化发展的关键支撑。
-
光学薄膜性能检测全流程:从光谱到损伤阈值的完整评价体系
一片光学透镜的性能,有一半取决于它表面的薄膜——增透膜决定了光能利用率,反射膜决定了激光系统的效率,分光膜决定了干涉仪的精度。然而膜层性能的评价远不是"测个透过率"那么简单。本文系统梳理从宏观光谱性能到微观膜层质量的完整检测流程,帮助光学工程师建立膜层性能的全维度评价框架。
2026-06-29
-

非球面光学元件检测方法综述:干涉法、轮廓法与新型检测技术
非球面光学元件已从"特殊光学"走向大规模量产——手机镜头中的塑料非球面数量已从3片增至6-8片,车载镜头、AR/VR模组中非球面的使用率接近100%。然而非球面的检测远比球面复杂:它没有单一的曲率中心,面形偏差无法用简单的PV值概括。本文系统梳理当前非球面元件检测的主流方法、精度边界和适用条件。
2026-06-29
-

光学精密检测设备选型指南:从技术指标到产线应用的选择逻辑
在精密光学制造中,检测设备的选择直接决定了制造良率和成本的基准线。面对干涉仪、MTF测量仪、中心偏差测量仪、测厚仪等多种设备类型,如何根据产品需求和产线条件做出最优选择?本文从光学元件和系统的检测需求出发,构建一套实用的选型逻辑框架。
2026-06-26
-
高能电子撞上半导体:解锁超快辐射检测新方法
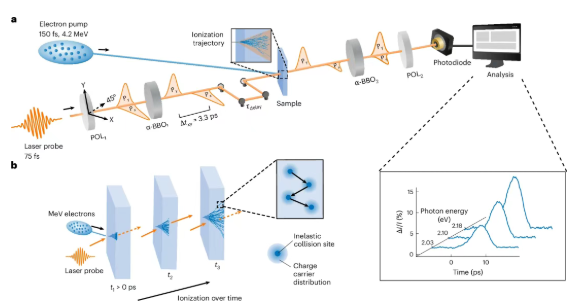
最近斯坦福大学的研究团队有了一项重要突破:用兆电子伏(MeV)级的高能电子照射普通半导体,能在不到10皮秒(1皮秒=万亿分之一秒)的时间里产生极强的光学变化。这个发现有望把辐射检测的时间精度从纳秒级直接提升到皮秒级,给医学成像、辐射监测等领域带来质的飞跃。
2026-06-26
-

晶圆级光学元件检测:当光学测量遇上半导体工艺
在传统光学车间待久了,你对检测的认知大概是这样的:一枚镜片放在定心仪上,调好、读数、下一个。但如果把这枚镜片缩小到头发丝直径的十分之一,在8英寸晶圆上同时做5000个——检测就完全变了味。晶圆级光学元件(Wafer-Level Optics, WLO)已经在智能手机、3D传感、车载摄像和AR/VR里大规模商用。这篇从检测工程师的视角,拆解WLO的三大核心挑战和五条技术路线。
2026-06-26







