
超快激光加工气膜冷却孔的后壁防护技术:材料与工艺如何实现协同创新?
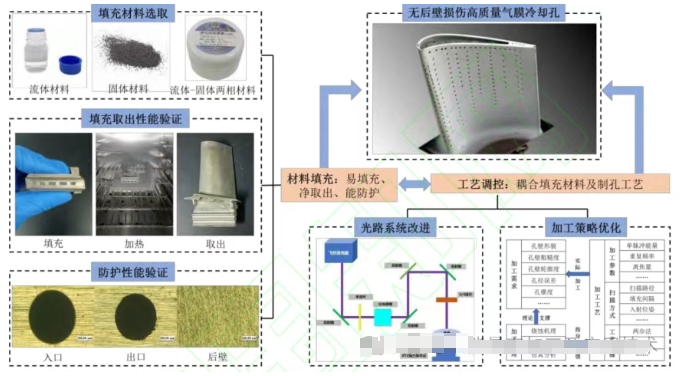
在航空航天领域的高温部件制造中,气膜冷却孔的加工精度直接关系到涡轮叶片的服役寿命。超快激光加工技术凭借其超短脉冲特性与高能量密度优势,成为制备微米级气膜冷却孔的核心手段。然而,激光穿透叶片薄壁时产生的后壁损伤问题,始终是制约该技术工程化应用的关键瓶颈。当前,业界通过材料科学与加工工艺的交叉融合,构建了"材料填充为基、工艺调控为翼"的后壁防护技术体系,本文将从材料创新与工艺优化双维度,系统剖析该技术的研究进展与未来挑战。
一、后壁防护材料体系的创新演进:从单一介质到复合体系的技术突破
流体防护介质:流动性优势与工程适用性的矛盾调和
早期研究中,流体类防护材料因具备自适应性填充特性而被率先探索。美国学者Perry提出的CO₂、N₂等惰性气体及高黏度润滑油体系,试图通过流体介质的能量耗散效应阻隔激光传输,但其在涡轮叶片复杂型腔中面临流体分布不均与热累积失效的双重挑战。宁波材料技术与工程研究所王斌团队的创新在于:通过流变学特性调控,筛选出聚丙烯酰胺高分子流体材料,当流速控制在3m/s时,可实现0.5-3.0mm厚度腔体的无损伤加工,该方案通过强制对流强化热传导,有效解决了传统流体材料的散热瓶颈问题。
二、固体颗粒体系:防护效能与工程可操作性的平衡探索
固体颗粒材料因具备优异的激光散射吸收能力,成为复杂型腔防护的研究重点。西安光学精密机械研究所田东坡团队实验证实:刚玉颗粒在1mm腔体间隙条件下,可实现飞秒激光加工的零后壁损伤,其作用机制源于颗粒介质对激光的多重散射与热耗散效应。华东师范大学曹凯强的对比研究表明:相较于铜粉、石英砂等材料,刚玉砂的防护性能呈现显著优势,但固体颗粒在狭小腔体中的均匀填充与无损取出,仍是制约其工程应用的技术难点。英国学者Knowles提出的固体针棒防护方案,因难以适配涡轮叶片的三维复杂结构,实际应用场景较为有限;而RHOADES提出的氧化铝颗粒填充方案,虽具备便捷取出特性,但其防护可靠性仍需系统性实验验证。
三、两相复合介质:多相协同效应驱动的性能跃升
为兼顾填充流动性与防护稳定性,流体-固体两相复合体系成为近年来的研究热点。西安交通大学王恪典团队提出的冰-碳混合填充方案颇具创新性:利用水的流动性实现腔体均匀填充,固化后碳粉发挥激光吸收功能,加工完成后通过沸水溶解即可实现材料去除,展现出良好的工程适用性。中国科学院大学陶俊的对比实验表明:聚丙烯酰胺-二氧化硅复合体系在3mm腔体间隙下的防护效果优于石蜡-石墨体系,但其高黏度特性导致填充取出过程存在操作难点。中国航空制造技术研究院李元成团队则另辟蹊径,通过制备多孔梯度防护材料,在硅氧烷预聚体中引入可去除塑料颗粒,形成具有孔隙结构的梯度介质,既优化了激光加工的排屑通道,又提升了材料的热稳定性能,尤其适用于大间隙腔体的防护需求。
四、工艺调控体系的多维度优化:从参数匹配到能量场调控的技术进阶
1.加工参数动态调制技术
哈尔滨工业大学张子浩提出的"变参数加工"策略具有重要参考价值:针对1.5mm厚高温合金材料,采用"高能量穿透制孔+低能量精细修孔"的参数组合,将后壁损伤深度控制在30μm量级,该研究揭示了能量梯度调控对抑制热累积效应的关键作用。中国航空制造技术研究院毕帅团队则借助在线图像识别技术,构建了小孔穿透时间预测模型,通过优化旋切扩孔工艺参数,在2mm镍基合金加工中实现零后壁损伤,其技术核心在于通过加工时间的精准控制,实现激光能量与材料烧蚀速率的动态匹配。
2.制孔策略创新与路径规划
西安交通大学梅雪松团队提出的"两步法"制孔工艺实现了技术突破:首步采用高参数激光快速预制孔道,次步通过参数削弱进行孔壁精细化修整。该工艺在3mm镍基合金加工中,实现了锥度约1°的无损伤直孔加工,但其在斜孔加工场景的适用性仍需深入研究。德国学者LUTZ关于群孔加工顺序优化的研究颇具启发性:通过单纯形算法规划制孔路径,有效降低了密集孔加工的热累积效应,为气膜冷却孔阵列的后壁防护提供了工艺规划新思路。
3.激光能量场调控技术
美国学者MAYNARD提出的"圆环光束"技术开创了能量场调控新路径:通过光纤耦合器失谐调制,使激光能量呈环形分布,中心零能量区域避免了材料过度烧蚀,从能量分布层面解决后壁损伤问题。深圳市单色科技研发的极小焦深加工系统,则通过功率-焦深协同控制技术,实现单脉冲刻蚀深度的纳米级调控,理论上可消除激光穿透瞬间的能量突变损伤,但其系统复杂性与加工效率平衡问题仍需工程化验证。
五、工程化应用挑战与未来研究方向
尽管当前后壁防护技术取得阶段性进展,但涡轮叶片的三维复杂型腔结构仍构成重大技术挑战。现有研究多局限于平板样件实验,实体叶片的曲面加工适应性、变厚度腔体防护等问题亟待突破。未来技术发展可聚焦三大方向:其一,开发光热响应型智能防护材料,实现激光作用下的动态阻抗匹配;其二,构建"工艺调控-在线监测"闭环系统,通过声/光信号实时诊断孔道穿透状态;其三,深化多物理场耦合仿真技术应用,建立材料-工艺-防护效果的定量预测模型。
从实验室研究到工程化应用的跨越,需要材料学、激光加工与航空制造领域的深度协同。当后壁防护技术实现从"被动阻隔"向"主动调控"的范式转变,超快激光加工将为航空发动机关键部件制造带来革命性突破,为高温部件的长寿命可靠运行提供核心技术支撑。该领域的持续创新,不仅关乎加工工艺的进步,更将推动航空航天制造技术向智能化、精准化方向迈进。
-

激光损伤阈值(LIDT)测试技术:ISO 21254标准解读与工程实践
高功率激光系统中的光学元件,承受着每平方厘米数焦耳至数千焦耳的能量密度。一片反射镜的膜层在若干次脉冲后出现针孔——系统功率被迫降级,甚至整机返修。激光诱导损伤阈值(LIDT)是决定光学元件"能承受多强的光而不坏"的核心参数。本文从损伤机理、ISO 21254标准测试方法和工程选型三个维度,系统介绍LIDT测试的技术体系。
2026-07-07
-

DUV vs EUV光刻物镜装调:两种技术路线的精度博弈
DUV 和 EUV,两代光刻技术的核心光学系统,分别在 193nm 和 13.5nm 波长下工作。它们的装调精度要求相差的不是百分比,而是数量级。更关键的是,它们的装调方法论本身就是两套完全不同的逻辑。
2026-07-07
-

OptiCentric® Bonding 胶合装调系统,从"手感对准"到"算法锁定"
手动胶合时代,师傅的手感是精度上限——推到位靠经验,固化漂移靠运气,量产一致性靠祈祷。Bonding系统把这三件事交给算法:SmartAlign定义正确的轴、算法驱动精确的调整、梯度固化锁住精确的结果。
2026-07-07
-

精密光学检测实验室建设指南:从环境控制到设备布局的工程实践
一台精度λ/50的干涉仪放在一间没有温控的普通房间里,实测精度可能退化到λ/10以下。精密光学检测设备不是"买来就能用"的——它们的精度发挥严重依赖环境条件。本文从温度、湿度、振动、洁净度和设备布局五个维度,系统梳理精密光学检测实验室的建设要求和工程实践,为光学制造企业在规划检测实验室时提供可参考的技术框架。
2026-07-06
-

红外热像仪镜头选型指南:短焦、中焦与长焦的参数原理及场景适配
在红外热像仪的选型过程中,用户通常优先关注探测器分辨率参数,如384×288、640×512、1280×1024等指标。但在实际应用场景中,镜头焦距的适配性往往直接决定最终观测效果:同一台640×512分辨率的热像仪,搭配短焦镜头可实现大范围场景覆盖,但远距离小目标仅能占据少量像素;搭配长焦镜头可放大远处目标细节,但视场范围大幅收窄,搜索效率下降;中焦镜头虽兼顾二者特性,却未必适配所有特定场景。
2026-07-06







