
超快激光扫描方式对气膜冷却孔加工质量的影响研究
在航空航天工程领域,涡轮叶片的气膜冷却技术作为应对极端高温工况的核心解决方案,其冷却孔的加工精度对冷却效率及部件服役寿命具有决定性影响。近年来,超快激光加工技术凭借非接触、高精度的技术特性,已成为气膜冷却孔加工的主流工艺,而扫描方式的科学选择与优化则构成了调控加工质量的核心技术路径。
两大技术体系的原理分野与工艺特征
一、振镜扫描系统:垂直入射模式下的孔型精确调控
振镜扫描技术通过调控激光以垂直入射方式作用于材料表面,凭借多样化扫描路径实现孔型的精确调控。印度国家理工学院DEEPU团队的研究表明:在较高激光能量与较低脉冲重复频率的工艺参数组合下,采用同心圆扫描路径可获得优异的加工效果——所制备的冷却孔圆度误差低于5%,表面粗糙度Ra值可控制在1.2μm以内,为气膜形成提供了理想的表面基底。
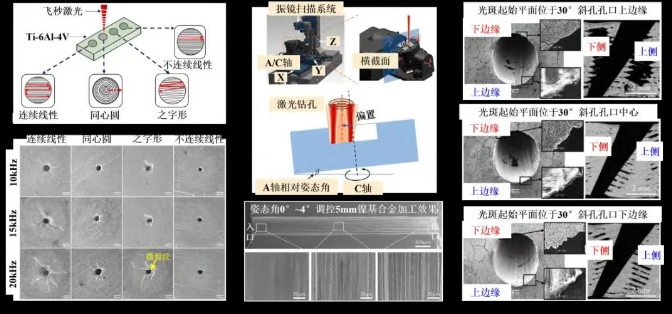
西安交通大学梅雪松课题组提出了一种创新性方法,通过五轴机床C轴的角度偏转及径向偏置设计,建立了激光与工件之间的特异空间位姿关系。该技术在5mm镍基合金样件加工中实现了突破性进展:成功制备出深径比达10:1的无锥度冷却孔。其技术本质是通过机械偏转模拟光楔旋切的倾斜入射效应,为大深径比孔的加工提供了新的技术思路。
二、光楔旋切系统:倾斜入射模式下的无锥度加工革新
光楔旋切技术以激光倾斜入射为核心技术特征,通常采用圆形或螺旋形扫描路径,在无锥度、低粗糙度加工场景中展现出显著优势。哈尔滨工业大学WANG团队针对飞秒激光螺旋制孔工艺开展深入研究,通过螺旋钻孔与单圆扫描工艺的复合应用,有效解决了传统加工过程中的孔壁氧化附着问题。实验数据显示,该复合工艺可使孔壁粗糙度降低40%以上,垂直条纹缺陷完全消除,形成规则的纳米级纹理结构。
西北工业大学LI团队聚焦于“尺寸效应”研究,发现激光扫描直径与冷却孔锥度呈现非线性关联:当孔径小于0.3mm时,锥度增长率可达15%/μm,且孔壁形貌由微裂纹、氧化物残留逐渐转变为有序纳米条纹。该研究揭示了小孔径加工的关键制约因素——残余物排出效率,为工艺优化确立了“以排屑机制为核心”的调控策略。
工艺适应性对比与材料加工特性分析
| 技术类型 | 入射角度 | 典型扫描路径 | 适用场景 | 材料适应性 |
|---|---|---|---|---|
| 振镜扫描 | 垂直入射 | 同心圆 / 螺旋线 | 复杂孔型设计(如发散型、台阶型) | 钛合金、镍基合金等金属材料 |
| 光楔旋切 | 倾斜入射(5°-30°) | 单圆 / 螺旋复合 | 无锥度深孔(深径比>8:1) | SiC/SiC 复合材料、高温合金 |
南京航空航天大学方菊团队在SiC/SiC复合材料加工实验中发现:当进行30°斜孔加工时,光斑起始平面每下降0.1mm,入口直径减小0.05mm,锥度增加2°;而当斜孔角度超过25°时,入口下沿崩边缺陷发生率骤增120%。该研究表明倾斜入射角度需与材料特性进行协同优化,以规避加工缺陷。
技术选型策略与未来发展趋势
振镜扫描技术的“路径多样性”与光楔旋切技术的“角度可控性”形成了互补关系。在工程实践中,针对复杂孔型(如发散型、台阶型)的加工需求,宜优先选用振镜扫描系统;而航空发动机涡轮叶片所需的深径比>8:1的无锥度冷却孔,则更需依赖光楔旋切技术。当前,该领域的研究热点正朝着“多物理场耦合调控”方向发展,通过激光能量、频率等参数与扫描轨迹的动态匹配,有望在提升加工效率的同时,将孔壁粗糙度进一步降低30%以上。
基于扫描方式的精准调控技术,不仅推动了航空发动机热防护技术的发展,更在新能源汽车电池散热孔、微电子器件微型通道加工等高端制造领域展现出广阔的应用前景。未来,随着超快激光光源功率密度与控制系统精度的双重提升,扫描方式的创新将成为突破微纳制造技术瓶颈的核心驱动力。
-

激光损伤阈值(LIDT)测试技术:ISO 21254标准解读与工程实践
高功率激光系统中的光学元件,承受着每平方厘米数焦耳至数千焦耳的能量密度。一片反射镜的膜层在若干次脉冲后出现针孔——系统功率被迫降级,甚至整机返修。激光诱导损伤阈值(LIDT)是决定光学元件"能承受多强的光而不坏"的核心参数。本文从损伤机理、ISO 21254标准测试方法和工程选型三个维度,系统介绍LIDT测试的技术体系。
2026-07-07
-

DUV vs EUV光刻物镜装调:两种技术路线的精度博弈
DUV 和 EUV,两代光刻技术的核心光学系统,分别在 193nm 和 13.5nm 波长下工作。它们的装调精度要求相差的不是百分比,而是数量级。更关键的是,它们的装调方法论本身就是两套完全不同的逻辑。
2026-07-07
-

OptiCentric® Bonding 胶合装调系统,从"手感对准"到"算法锁定"
手动胶合时代,师傅的手感是精度上限——推到位靠经验,固化漂移靠运气,量产一致性靠祈祷。Bonding系统把这三件事交给算法:SmartAlign定义正确的轴、算法驱动精确的调整、梯度固化锁住精确的结果。
2026-07-07
-

精密光学检测实验室建设指南:从环境控制到设备布局的工程实践
一台精度λ/50的干涉仪放在一间没有温控的普通房间里,实测精度可能退化到λ/10以下。精密光学检测设备不是"买来就能用"的——它们的精度发挥严重依赖环境条件。本文从温度、湿度、振动、洁净度和设备布局五个维度,系统梳理精密光学检测实验室的建设要求和工程实践,为光学制造企业在规划检测实验室时提供可参考的技术框架。
2026-07-06
-

红外热像仪镜头选型指南:短焦、中焦与长焦的参数原理及场景适配
在红外热像仪的选型过程中,用户通常优先关注探测器分辨率参数,如384×288、640×512、1280×1024等指标。但在实际应用场景中,镜头焦距的适配性往往直接决定最终观测效果:同一台640×512分辨率的热像仪,搭配短焦镜头可实现大范围场景覆盖,但远距离小目标仅能占据少量像素;搭配长焦镜头可放大远处目标细节,但视场范围大幅收窄,搜索效率下降;中焦镜头虽兼顾二者特性,却未必适配所有特定场景。
2026-07-06







