
激光加工与机械加工的对比
激光,全称是受激辐射光放大,英文全称是:Light Amplification by Stimulate Emission of Radiation;缩写为:Laser。它是一种新型光源,具有其他光源无法比拟的相干性、单色性、方向性和高输出功率等特点。

将激光聚焦到一点,焦平面上的功率密度可达105-1013w/cm2.激光焊接利用激光束优良的方向性和高功率密度来进行工作。激光束通过光学系统聚焦在很小的区域上,在很短的时间内,在焊接区域形成能量高度集中的局部热源区域,从而熔化被焊物体,形成牢固的焊点和焊缝。
与传统机械加工相比,激光加工具有以下特点:
1、处理速度快;
2、热变形和热影响区小(适合加工高熔点、高硬度、特殊材料);
3、零件可进行局部热处理;
4、加工形状复杂的零件和微小零件,也可在真空中加工;
5、加工无噪音,对环境无污染;
6、与自动控制和计算机技术相结合,易于实现自动化;
7、由于加工方法先进,可以改进现有的产品结构和材料。
延伸阅读:
激光加工与机械加工在定义、原理和应用方面存在显着差异。
1、激光加工是利用高功率密度激光束照射工件,利用光能的热效应对材料进行焊接、钻孔和切割的工艺过程。基本原理主要是激光热加工和激光冷加工。激光热加工主要是利用激光能量产生的热效应使物体温度升高,引起相变、熔化或汽化等来达到加工目的。主要用于金属或非金属材料的焊接和切割。激光冷加工利用较短波长的激光束引起和控制材料的化学反应,主要用于半导体工业。
2、机械加工是通过机械设备改变工件外部尺寸或性能的过程。根据加工方法不同,可分为切削加工和压力加工,涵盖铸造、锻造、冲压、焊接等多种工艺。机械加工通常在室温下进行,不会引起工件的化学或物理相变,即冷加工。但在某些情况下,也可能在高于或低于正常温度下进行,引起工件发生化学或物理相变,即热处理。
-
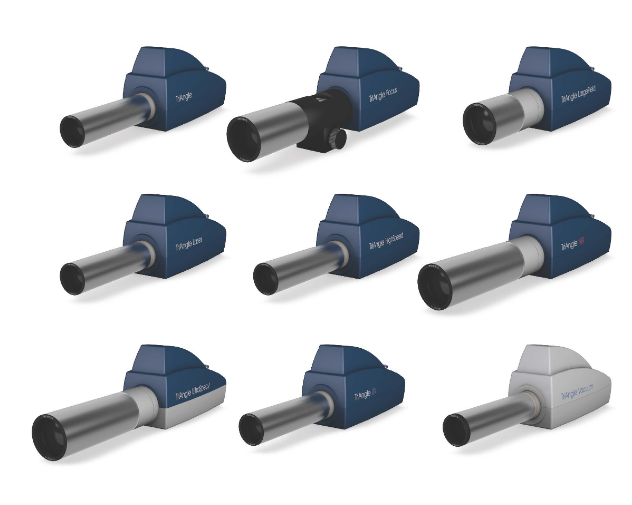
TriAngle 自准直仪:一台把角度变成像素位移的"光学量角器"
在光学计量这条产品线上,TriAngle 自准直仪不像 MTF 仪或干涉仪那样自带主角光环,但它几乎出现在所有需要"对准"和"校角"的现场:从光学元件的楔角、棱镜的 90° 角,到机床导轨的直线度、半导体光刻机的光轴倾斜,再到航天载荷的真空对准。它是一台把角度翻译成像素位移的精密仪器。
2026-07-20
-
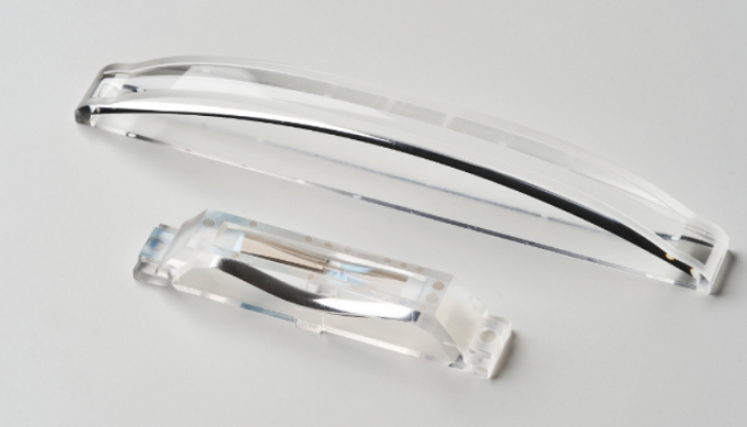
自由曲面面形评价:从常规非球面到自由曲面的检测方法演进
常规非球面的面形检测已有成熟的Null透镜和CGH补偿方案。但当非球面失去了旋转对称性——变成自由曲面(Freeform)时,传统的旋转对称补偿方案不再适用。自由曲面的面形检测是光学测量领域中正在快速发展的前沿技术——它从补偿检测的框架出发,但需要一套新的"语言"(描述符)和"工具"(多自由度扫描或计算成像方法)。本文从面形描述、检测方法和精度评估三个维度,介绍自由曲面面形检测的技术现状和发展方向。
2026-07-20
-

干涉条纹怎么判读——拿到干涉图先看什么、再看什么
一张干涉图拿到手,先看什么?
多数工程师拿到干涉图的第一反应是:PV多少?RMS多少?合格不合格?
但这两个数字回答的是"好不好",不是"为什么好/不好"。你真正需要的不是一张成绩单,是一张体检报告——每条纹的弯曲方向、间距变化、对称性,藏着比PV更关键的信息。2026-07-17
-

光学检测设备选型总览:不同规模光学工厂的配置思路
一家初创光学工坊可能只需要一台球径仪和一台定心仪,而一家年产千万片镜头的工厂需要覆盖从原材料检测到成品MTF的全自动检测线。光学检测设备的选型不是"买最贵的"或者"买最便宜的",而是根据产品精度、产量规模和成本预算在三者之间找到最优平衡点。本文从入门级、产线级、研发级和计量级四个层次,为不同规模的光学制造企业提供检测设备的选型参考。
2026-07-16
-
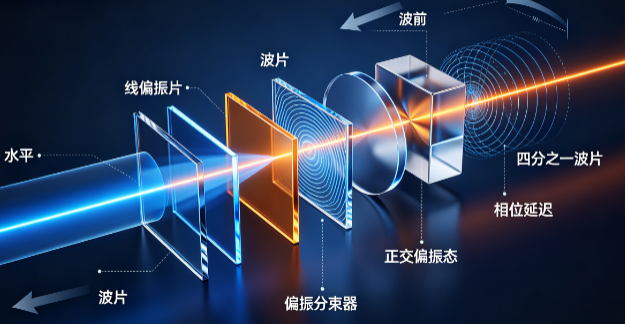
偏振光学元件的检测:消光比、偏振度与相位延迟的测量原理
在激光通信、量子光学和偏振成像系统中,偏振光学元件的品质往往以"消光比"来评价——一个消光比为10⁶:1(60dB)的偏振分光器,意味着p偏振光可以"几乎完美地透过",而s偏振光被"几乎完全抑制"。但当这个分光器在系统中因为微小的装调偏差退化到10³:1时,系统性能的劣化可能比MTF下降10%更严重。本文从消光比、偏振度和相位延迟(波片检测)三个核心参数出发,系统介绍偏振光学元件的检测方法。
2026-07-16







