
材质对定心加工精度的影响及实操要点
在精密机械加工领域,定心加工精度是衡量回转类工件(如光学镜筒、精密轴类、透镜基准座等)质量的核心指标,直接决定工件后续装配精度、运动稳定性及使用寿命。而定心加工精度并非固定不变,在相同的调心工装、机床设备及装夹工艺下,工件材质的差异会导致定心精度出现显著波动——铜、铝、不锈钢、钛合金等常用金属材质,因硬度、塑性、切削抗力、热变形及弹性回弹等特性不同,其定心加工精度表现、加工难度及实操要求也截然不同。本文将详细拆解各类材质与定心加工精度的关联,为行业实操提供参考。

一、核心认知:定心加工精度与材质的关联逻辑
定心加工精度是调心装夹、机床主轴性能、切削工艺与材质特性共同作用的综合结果,其中材质是影响精度的关键变量。不同于定心调节精度(仅取决于调心工装能力)、光学定心测试精度(仅取决于检测仪器)、车削后中心偏差精度(仅为工序实测结果),定心加工精度直接受材质物理力学特性的影响:材质的硬度决定切削抗力大小,塑性影响切削变形程度,导热性决定加工热变形幅度,弹性回弹则会导致加工后工件中心偏移,这些因素共同决定了定心加工的可控性与最终精度。
简单来说,材质特性越稳定、切削性能越好,定心加工精度越容易控制;反之,材质硬度高、导热差、弹性回弹强,定心加工精度就越难保证,需要通过优化工装、调整切削参数才能实现精度达标。
二、各类材质定心加工精度表现及实操要点
结合行业实操经验,以下针对铜、铝、不锈钢、钛合金四种常用材质,从特性、精度表现、加工难点及实操技巧四方面,详细拆解其与定心加工精度的对应关系,按精度易控程度从高到低排序说明。
(一)黄铜/紫铜:定心加工精度易控,适配常规工艺
黄铜(如H62、H65)、紫铜(T2)是精密定心加工中最常用的材质之一,其特性与定心加工适配性强,是定心精度最易保证的材质类型。
材质特性:硬度适中(布氏硬度约50-80HB),韧性高、塑性好,切削性能优良,切削抗力小,不易产生加工硬化,且热膨胀系数适中,加工过程中热变形较小,切削挤压变形程度轻微。
精度表现:定心加工精度表现优秀,在常规调心工装、普通车床加工条件下,即可实现较高的定心同轴度,车削后中心偏差小,不易出现超差情况。常规定心加工可稳定达到φ0.01mm以内的同轴度要求,满足大多数精密回转件的使用需求。
加工难点与实操要点:核心难点是材质粘性较强,易出现粘刀现象,进而轻微影响定心精度。实操中需选用锋利的刀具(如硬质合金刀具),合理控制切削速度(建议80-120m/min),适当增加切削液供给,减少刀具与工件的摩擦,避免粘刀导致的中心偏移;装夹时采用软爪装夹,控制夹紧力,防止工件表面损伤,同时避免装夹变形影响定心基准。
(二)铝合金(6061/7075等):定心精度中等,需控制装夹与热变形
铝合金(常用6061、7075牌号)因重量轻、导热性好,广泛应用于轻量化精密零件加工,但因其材质特性,定心加工精度控制难度略高于铜材。
材质特性:硬度较低(布氏硬度约40-70HB),塑性大,导热性优良,但热膨胀系数较大(约为铜材的1.5倍),薄壁件易出现装夹变形,车削过程中受切削力影响易发生微小偏移,加工后易因热胀冷缩出现精度波动。
精度表现:定心加工精度中等偏易,整体精度略低于铜材,常规工艺下可实现φ0.015-0.02mm的同轴度。其中,薄壁铝件因装夹变形和切削甩动,定心精度更难控制,易出现中心偏差超差情况;厚壁铝件精度稳定性相对较好。
加工难点与实操要点:核心难点是装夹变形、切削受力偏移及热变形。实操中需重点优化装夹方式:薄壁件采用弹性夹头或软爪装夹,减小夹紧力,必要时采用辅助支撑,防止装夹过程中工件基准偏移;切削参数需适配材质特性,降低进给量(建议0.1-0.2mm/r),控制切削速度(100-150m/min),减少切削力对工件的影响;加工过程中持续供给切削液,降低加工温度,减少热变形,加工完成后需待工件冷却至室温再进行精度检测,避免热胀冷缩导致的测量误差。
(三)不锈钢(304/316/440):定心精度较难控制,需应对加工硬化与热变形
不锈钢(常用304、316奥氏体不锈钢,440马氏体不锈钢)因耐腐蚀、强度高,广泛应用于恶劣环境下的精密零件,但其切削性能较差,定心加工精度控制难度显著提升。
材质特性:硬度较高(布氏硬度约130-200HB),加工硬化现象严重,切削抗力大(约为铜材的2-3倍),导热性差(仅为铜材的1/5),车削过程中发热严重,热变形明显,且易出现刀具磨损、工件让刀现象,导致定心基准偏移。
精度表现:定心加工精度明显低于铜、铝材质,常规工艺下难以实现高精度定心,常规定心同轴度多在φ0.02-0.03mm,精细定心需优化工艺才能达到φ0.015mm以内。其中,440不锈钢因硬度更高,定心精度控制难度大于304、316不锈钢。
加工难点与实操要点:核心难点是加工硬化、切削发热导致的热变形及刀具磨损。实操中需选用耐磨、耐高温的刀具(如立方氮化硼刀具),合理调整切削参数,降低切削速度(建议50-80m/min),增加切削深度,减少进给量,避免加工硬化加剧;装夹时采用刚性装夹,保证装夹稳定性,同时控制夹紧力,防止工件变形;切削液选用冷却性能优良的乳化液,加大供给量,及时带走加工热量,减少热变形;必要时采用分层精车工艺,先粗车去除大部分余量,再精车保证定心精度,避免一次性切削导致的受力过大。
(四)钛合金(TC4等):定心精度最难控制,需专用工艺与工装
钛合金(常用TC4、TC6牌号)因强度高、耐高低温、耐腐蚀,广泛应用于航空航天、精密仪器等高端领域,但其材质特性决定了其定心加工精度是四种材质中最难控制的。
材质特性:强度极高(抗拉强度约900-1100MPa),硬度高(布氏硬度约280-320HB),导热性极差(仅为铜材的1/10),车削时切削温度极高(可达800-1000℃),且弹性回弹极强,加工后工件会因回弹出现中心自动偏移,同时切削抗力大,易导致刀具磨损、工件让刀,定心基准难以稳定。
精度表现:同工艺下定心加工精度最差,常规工艺下定心同轴度难以控制在φ0.03mm以内,需采用专用工装、优化切削工艺,经过多次精车,才能将定心同轴度控制在φ0.015-0.02mm,满足高端零件的使用需求。
加工难点与实操要点:核心难点是弹性回弹、极高的切削温度及切削抗力。实操中需配备专用调心工装(如高精度微调滑台、刚性夹具),提升装夹定位精度;选用专用钛合金加工刀具(如金刚石刀具、涂层硬质合金刀具),降低切削速度(建议20-50m/min),采用极小的进给量(0.05-0.1mm/r),减少切削力和切削温度;切削液选用专用高温切削液,采用高压冷却方式,及时冷却刀具和工件,减少热变形;采用“粗车-半精车-精车”多道工序,每道工序后进行精度检测,及时调整调心基准,抵消弹性回弹带来的中心偏移;装夹时采用多点支撑,增强工件刚性,防止加工过程中出现振动和偏移。
三、同工艺下各类材质定心加工精度排序
结合上述分析,在相同调心工装、机床设备及切削工艺下,四种材质的定心加工精度(由优至差)排序为:
黄铜/紫铜>铝合金>不锈钢>钛合金
需要注意的是,该排序为常规工艺下的表现,若通过优化工装、调整切削参数、增加精加工程序,可显著提升不锈钢、钛合金的定心加工精度,缩小与铜、铝材质的差距,但加工成本和加工周期会相应增加。
四、关键补充:材质仅影响定心加工精度的核心原因
在之前的交流中,我们提到定心相关的四种精度(定心调节精度、定心加工精度、车削后中心偏差精度、光学定心测试精度),其中仅定心加工精度受材质影响,核心原因如下:
1.定心调节精度:仅取决于调心工装(如微调滑台、丝杆)的自身定位能力,与工件材质无关,无论加工何种材质,调心工装的最小可调位移误差是固定的;
2.光学定心测试精度:仅取决于检测仪器(如光学定心仪、CCD偏心检测仪)的测量能力,与工件材质无关,仪器的测量不确定度是固定的,仅用于检测工件的定心偏差;
3.车削后中心偏差精度:是定心加工精度的实测结果,材质影响定心加工精度,进而影响车削后中心偏差的大小,其本身不直接受材质影响,而是随定心加工精度同步变化;
4.定心加工精度:是调心装夹、机床性能、切削工艺与材质特性的综合结果,材质的硬度、塑性、导热性等直接影响切削变形、热变形和弹性回弹,进而决定定心加工的最终精度,因此是唯一受材质影响的定心相关精度。
五、实操总结与建议
在精密定心加工中,材质的选择与工艺的优化直接决定定心加工精度的达标情况,结合行业实操经验,给出以下建议:
1.若对定心精度要求高、追求加工效率、控制成本,优先选用黄铜/紫铜材质,采用常规定心工艺即可满足需求;
2.若需轻量化设计,选用铝合金材质,重点优化装夹方式、控制切削力和热变形,薄壁件需增加辅助支撑,避免精度超差;
3.若需耐腐蚀、高强度,选用不锈钢材质,需配备耐磨刀具、优化切削参数,采用分层精车工艺,抵消加工硬化和热变形的影响;
4.若用于高端领域(如航空航天),需选用钛合金材质,必须配备专用调心工装和刀具,采用多道精车工序,严格控制切削温度和弹性回弹,才能保证定心精度。
总之,定心加工精度的控制核心是“适配材质特性、优化工艺细节”,只有根据不同材质的特性,针对性调整装夹方式、切削参数和工装设备,才能在保证加工效率的同时,实现定心加工精度的稳定达标,为后续工件装配和使用提供可靠保障。
-

非球面光学元件检测方法综述:干涉法、轮廓法与新型检测技术
非球面光学元件已从"特殊光学"走向大规模量产——手机镜头中的塑料非球面数量已从3片增至6-8片,车载镜头、AR/VR模组中非球面的使用率接近100%。然而非球面的检测远比球面复杂:它没有单一的曲率中心,面形偏差无法用简单的PV值概括。本文系统梳理当前非球面元件检测的主流方法、精度边界和适用条件。
2026-06-29
-

光学精密检测设备选型指南:从技术指标到产线应用的选择逻辑
在精密光学制造中,检测设备的选择直接决定了制造良率和成本的基准线。面对干涉仪、MTF测量仪、中心偏差测量仪、测厚仪等多种设备类型,如何根据产品需求和产线条件做出最优选择?本文从光学元件和系统的检测需求出发,构建一套实用的选型逻辑框架。
2026-06-26
-
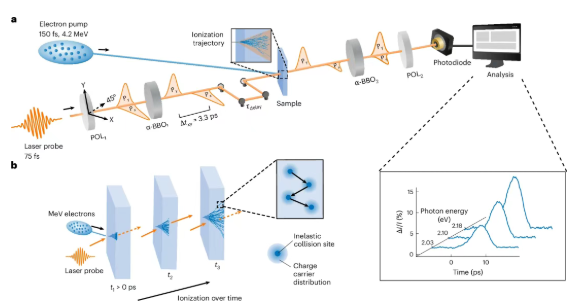
高能电子撞上半导体:解锁超快辐射检测新方法
最近斯坦福大学的研究团队有了一项重要突破:用兆电子伏(MeV)级的高能电子照射普通半导体,能在不到10皮秒(1皮秒=万亿分之一秒)的时间里产生极强的光学变化。这个发现有望把辐射检测的时间精度从纳秒级直接提升到皮秒级,给医学成像、辐射监测等领域带来质的飞跃。
2026-06-26
-

晶圆级光学元件检测:当光学测量遇上半导体工艺
在传统光学车间待久了,你对检测的认知大概是这样的:一枚镜片放在定心仪上,调好、读数、下一个。但如果把这枚镜片缩小到头发丝直径的十分之一,在8英寸晶圆上同时做5000个——检测就完全变了味。晶圆级光学元件(Wafer-Level Optics, WLO)已经在智能手机、3D传感、车载摄像和AR/VR里大规模商用。这篇从检测工程师的视角,拆解WLO的三大核心挑战和五条技术路线。
2026-06-26
-

光学薄膜检测:高反射率测量与弱吸收测试技术解析
光学薄膜的性能直接决定了系统级光学效率——激光陀螺需要反射率>99.99%的超高反射镜,激光加工系统需要吸收率<10 ppm的低损耗窗口。这两种极端需求的检测方法代表了光学薄膜计量学的精度前沿。本文系统阐述高反射率测量(腔衰荡法、谐振腔法)和弱吸收测试(光热偏转法、激光量热法)的技术原理、精度边界和应用场景,并探讨在精密光学制造中建立膜层性能全参数评价体系的工程意义。
2026-06-25







