
光学透镜镜座安装界面设计与精度控制分析
透镜机械装调结构是保障光学成像质量、系统稳定性与长期可靠性的关键组成部分。透镜与镜座的接触界面结构,直接影响镜片同轴度、倾斜量、装配应力以及轴向位置精度。若安装结构设计不合理,极易引发透镜偏心、镜面局部应力集中、光路畸变等问题,进而劣化整体光学性能。结合经典光机系统设计理论,本文系统阐述锐角界面、超环面界面、相切界面三类主流透镜安装接触形式的结构原理、装配特性与设计规范,为光学精密结构设计、镜片装配工艺优化提供理论依据与实践参考。

一、单透镜装配典型工况分析
以常规弯月透镜搭配内置台肩镜座的经典结构为例,透镜装配主要存在三种实际工况。
其一为理想同心装配状态,透镜外缘与镜筒内壁间隙均匀,镜片端面与镜座台肩全周贴合,无偏心与倾斜,光学基准与机械基准高度统一,是光机设计的目标状态。
其二为偏心倾斜工况,受加工公差与装配误差影响,透镜单侧单点接触镜筒内壁,端面仅局部贴合台肩,产生轻微偏心与角度倾斜,会引入少量像差,普遍存在于常规量产设备中。
其三为严重失准工况,透镜以两点形式抵靠镜筒内壁,无法实现台肩全周定位,镜片倾斜量大幅增加,叠加压圈预紧力不合理等因素,易造成镜片受力不均、结构形变,属于设计与装配中需严格规避的异常状态。
二、三类透镜安装接触界面设计
(一)锐角接触界面
锐角界面为标准化经典安装结构,依托镜座标准直角内台肩实现透镜轴向定位。该结构设计成熟、加工便捷,适配绝大多数通用光学透镜装配场景。
在工程设计中,需严格遵循几何公差标注规范,通过尺寸公差与形位公差联动管控,精准限定透镜轴向顶点相对机械基准面的位置误差,保障镜片轴向定位精度。同时,依靠镜筒基准内径约束透镜径向位移,结构逻辑简洁、装配兼容性强,是中小精度光学系统的优选方案。
(二)超环面接触界面
超环面界面是锐角结构的优化升级形式,核心改进为放大原有锐角台肩的接触曲率半径。该设计主要针对高预紧力装配场景,通过优化接触受力区域,分散镜片局部压力,有效降低透镜边缘接触应力,避免脆性光学镜片因应力集中产生微裂纹或形变。
相较于锐角界面,超环面结构具备更强的载荷适配能力,可承受更大的轴向锁紧力,兼顾定位精度与结构稳定性,适用于振动环境复杂、设备可靠性要求较高的精密光学设备。
(三)相切接触界面
相切接触界面采用倾斜式台肩结构,通过斜面限位形成环形面接触模式。该设计的核心优势在于可精准控制接触环位置,使镜片与镜座的接触区域完全避开通光孔径范围,彻底杜绝结构遮挡光路的风险。
设计过程中,以镜座基准直径为核心管控指标,精确计算并控制斜面弦高、基准面间距等关键参数,在抑制透镜倾斜误差的同时,实现低应力装配。整体结构受力均匀,装配容错性优异,广泛应用于高精度成像、精密检测等高端光学系统。
三、多透镜组合安装结构设计
复杂光学系统通常由多片透镜组合构成,需依托隔圈、限位台肩、锁紧压圈的组合结构,完成多镜片分层安装与轴向约束。
在装配设计中,需严格控制相邻透镜间的空气间隔尺寸,通过精密隔圈补偿加工误差,保证光学光路设计参数落地。同时,统一镜筒基准、规范各层台肩同轴度要求,实现多镜片整体同轴定位,规避多层镜片累计偏心、倾斜问题,保障组合光学系统的成像一致性与稳定性。
四、光机界面设计核心管控要求
1.基准统一:明确机械安装基准与光学设计基准的对应关系,依托标准化公差标注,锁定透镜轴向、径向核心尺寸精度;
2.应力可控:根据镜片材质、尺寸与使用工况匹配接触界面形式,严控装配预紧力,防止镜片受压形变与损伤;
3.光路避让:所有接触结构、限位部件不得侵入通光区域,杜绝杂光遮挡、反射等额外光学干扰;
4.工艺适配:结合加工能力与装配工艺,平衡结构复杂度与制造成本,兼顾设计合理性与量产实用性。
光学透镜镜座接触界面的合理选型与精细化设计,是平衡光学性能、结构强度与装配工艺的核心环节。锐角、超环面、相切三类界面各有适配场景,通用场景可选用结构简易的锐角界面,高载荷工况优先采用超环面结构,高精度成像系统则适配低应力、无遮挡的相切界面。
在光机系统设计工作中,需结合光学指标要求、设备使用环境、加工装配条件综合考量,通过标准化公差管控与结构优化,减少透镜偏心、倾斜与应力缺陷,从而全面提升光学设备的成像质量、运行稳定性与长期使用寿命。
-
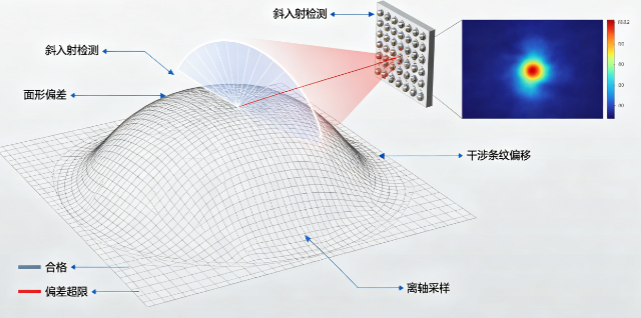
非球面离轴偏差检测:顶点偏位与光轴倾斜的精密测量
一块手机镜头中的非球面透镜,面形精度λ/10——完美。但它的光轴顶点偏离了镜片外圆轴线1.5μm。在装配后,这个"偏离1.5μm"经6片镜片的累积,可能在最后一片镜片上表现为将近10μm的径向光轴整体偏移——MTF在高空间频率下下降了20%。非球面的离轴偏差(Optical Axis Decenter)测的不是面形偏差,而是整个非球面的光轴脱离了"几何应该在那里的位置"——这是被很多光学制造企业低估的"面形之外的质量管控盲区"。本文介绍非球面离轴偏差的物理来源、两种主流检测方法和在手机/车载镜头产线中的工程实践。
2026-07-28
-
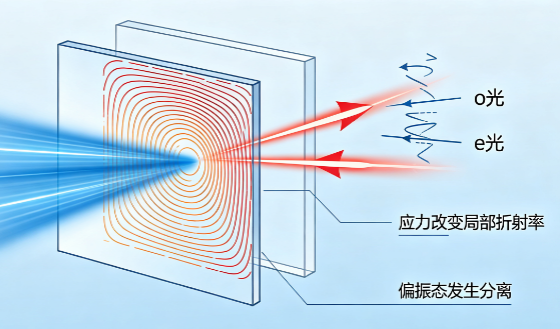
光学胶合中的应力双折射:产生机制、检测与控制
两片透镜用UV固化胶粘合在一起——肉眼看去完美无瑕。但当你把胶合件放在交叉偏振片之间观察时,围绕胶层周围出现了暗色的"双折射图案"——这是胶合应力双折射(Stress Birefringence)在"说话"。原本各向同性的光学玻璃和光学胶,在固化收缩应力和热应力下变成了局域的"各向异性介质"——光通过胶合面时被分裂为o光和e光,在偏振光学系统中表现为杂散偏振交叉耦合,直接破坏系统的消光比和偏振纯度。本文从应力双折射的物理机制、检测方法和胶合工艺控制三个维度,系统介绍这个在偏振精密光学中被高度重视的缺陷模式。
2026-07-28
-
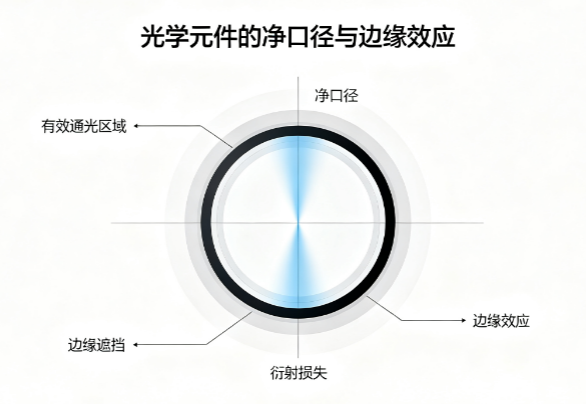
光学元件的净口径与边缘效应:从图纸标注到通光效率的完整评估
光学图纸上标注"通光口径Φ40mm",你拿出一片Φ42mm的透镜——看上去多了2mm的边缘余量,应该"完全够用了"。但当干涉仪测量这片透镜的有效通光区域时,发现在Φ40mm~Φ42mm的边缘环带内,面形偏差急剧恶化(从λ/20退化到λ/2),表面粗糙度在最后1mm内放大了10倍——这2mm的"安全边际"在光学上几乎是废的。净口径(Clear Aperture)不只是机械尺寸的减法——它是有效通光区域的光学质量边界。本文从边缘效应的产生原因、检测标准和工程实践三个维度,系统介绍净口径的概念和评估方法。
2026-07-28
-
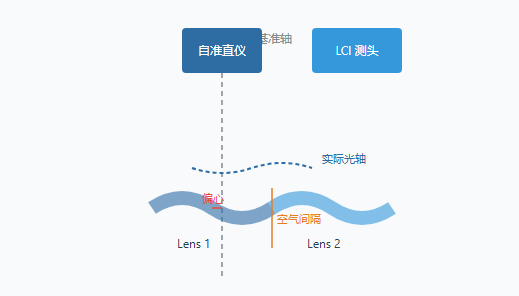
OptiCentric® 3D:把偏心、间隔、曲率半径放在同一根光轴上测
偏心调好了,空气间隔又被压变了;间隔修回来,偏心又跑了;两样都合格,MTF 还是差一口气。拆开看单片都 OK,合起来就不对劲。
2026-07-28
-
斯特列尔比:从波前RMS到成像质量的那一步跨越
干涉仪报告上写"波前RMS = 0.07λ"——光学工程师看了一眼说"差不多是衍射极限了"。这个判断从哪来?答案是斯特列尔比(Strehl Ratio)——一个将波前误差RMS直接转化为成像质量评估的公式,只要一个指数函数。斯特列尔比虽然诞生于十九世纪末的马雷夏尔近似公式,但直到今天,它仍然是光学元件验收和系统性能评价中最简洁、最通用的质量指标。本文从定义、推导和工程应用三个维度,带你全面理解Strell比在精密光学中的核心角色。
2026-07-27







