
飞秒激光打孔的加工厚度边界与技术应用要点
在微纳制造领域,飞秒激光凭借无应力接触、热影响极小、加工精度高等技术特性,成为微孔精密加工的核心工艺之一,而可加工厚度是该技术在工业化应用中被高频关注的关键问题。本文将从技术定位、核心加工厚度范围、关键约束条件、底层技术限制及适用场景等维度,系统解析飞秒激光打孔的厚度相关技术要点,为行业工艺选型与实际应用提供专业参考。

一、核心技术定位:聚焦薄材精密加工,非厚材加工工艺
飞秒激光打孔的技术特性决定了其核心应用场景为薄材的精密微孔加工,并非适用于厚材加工的工艺手段。从工业化加工的实际操作与工艺稳定性角度,飞秒激光打孔完全不适合三五十毫米级别的厚材加工,若强行用其加工厚材,会因技术特性限制导致加工效率极低、精度无法保证,违背该技术的应用初衷。
二、核心加工厚度范围:2mm内为最优区间,超薄材加工无变形隐患
在通孔加工场景中,飞秒激光打孔的厚度建议严格控制在2mm以内,这是兼顾加工精度、打孔效率与工艺稳定性的最优范围,也是实际工业化应用中已实现的最大加工厚度;而该技术可实现的最薄加工厚度为5μm,整体有效加工厚度极值区间为5μm-2mm。
对于无明确厚度要求,仅追求更高打孔效率、更小孔径或极致加工精度的应用场景,材料厚度越薄,飞秒激光的加工优势越突出。同时,针对二三十微米这类超薄材的打孔加工,无需担忧材料变形问题:只要来料本身平整、无翘曲,飞秒激光加工后可保持材料原有形态。这一特性源于其无应力接触的加工方式,且热影响区极小,能从加工机理上从根本避免应力变形与热变形的产生,也是该技术在超薄材精密加工中的核心优势之一。
三、关键量化约束:加工厚度与孔径匹配,受深径比硬性限制
考量飞秒激光打孔的加工厚度,不能脱离微孔的孔径要求,深径比是所有微孔加工工艺的通用硬性限制,飞秒激光打孔也不例外。
在工业化应用领域,飞秒激光打孔常规可实现的深径比为10:1,即微孔孔径与材料加工厚度的比例为1:10,以20μm孔径的微孔加工为例,在不考虑锥孔减薄的情况下,可加工的最大材料厚度为200μm。若实际应用中对深径比有更高要求,可尝试实现12:1或15:1的深径比加工,但此类加工不仅工艺难度会大幅提升,还会对加工材料的材质、微孔的孔径规格产生额外约束,需结合实际需求进行综合评估与工艺调试。
四、底层技术原因:多因素共同限制,非单纯效率问题
飞秒激光无法实现厚材打孔,并非单纯的加工效率问题,而是由其光束特性、能量传递规律及加工工艺要求等多重技术因素共同决定,这也是其加工厚度与深径比存在明确限制的核心原因,具体可分为三方面:
1.焦深存在固定范围:飞秒激光为高斯光束,能量高度集中于中心区域,高精度微孔加工正是依托这一能量特性实现,而该技术加工需通过聚焦完成能量集中,聚焦后的有效加工距离(焦深)存在固定范围,且焦深与微孔孔径呈特定关联,无法无限制增加,仅能在限定的焦深范围内实现材料的有效去除;
2.激光能量持续衰减:飞秒激光通过光子能量转移使材料瞬间气化实现加工,此过程中光子能量会因材料气化持续消耗,且当打孔达到一定深度后,上层材料会对激光形成遮挡与散射,导致到达孔底的激光能量大幅衰减,直接降低打孔能力,这与传统钻头加工存在本质区别;
3.深孔排渣难度显著提升:飞秒激光打孔过程中,需及时将加工产生的气化颗粒物与等离子体从孔内排出,避免其吸收、损耗激光能量,而当打孔深度增加后,排渣、排屑的难度会急剧提升,残留物的堆积会进一步影响激光能量的利用效率,从而限制加工厚度的提升。
五、核心适用场景:2mm内薄材的高精度、微小孔径微孔加工
综合飞秒激光打孔的技术特性、厚度限制与深径比约束,该技术的核心应用价值集中在2mm内薄材的精密微孔加工场景,尤其适用于对加工精度、微孔孔径有严苛要求的工业化需求:如加工精度要求达到±3μm内,或微孔孔径要求为几微米、几十微米的加工场景。在这类需求中,飞秒激光能充分发挥其无应力、低热损伤、高精密的技术优势,在保证加工质量的同时,实现稳定的工业化加工。
飞秒激光打孔是微纳制造领域针对薄材精密微孔加工的专属技术,其加工厚度受2mm的实际应用边界与深径比的量化约束双重限制,而这一限制源于高斯光束的焦深特性、激光能量的传递规律及加工排渣的工艺要求等底层技术因素。
在行业实际应用与工艺选型中,需精准匹配飞秒激光的技术特性:若加工需求为2mm内薄材的高精度、微小孔径微孔加工,该技术能发挥显著优势,为生产提供高效、可靠的工艺解决方案;若为厚材加工需求,则需选择更适配的加工工艺,避免因工艺选型不当导致加工效率与质量不达预期。
-
什么是棒状镜偏心?棒状镜偏心成因、性能影响与精密管控全解析
在精密光学系统中,棒状镜(棒透镜)凭借长径比大、结构紧凑、成像与传光性能稳定的特点,广泛应用于医用内窥镜成像、光纤通信准直耦合、工业激光传输等核心场景。随着下游设备向高分辨率、低损耗、小型化方向升级,棒状镜的偏心误差已成为制约系统最终性能的关键精度指标。深入理解偏心的本质、来源与管控方法,是光学加工与系统装配环节保障产品良率的核心课题。
2026-06-30
-
从光谱到损伤阈值,五个维度拆解薄膜检测的"测不准"困境
有次客户拿一片增透膜回来投诉:你们测的透过率 97%,装到系统里照度不够。复查一遍,97% 的透过率没问题——但膜层吸收了 0.3% 的光。能量不是没透过,是被吃掉了。
2026-06-30
-
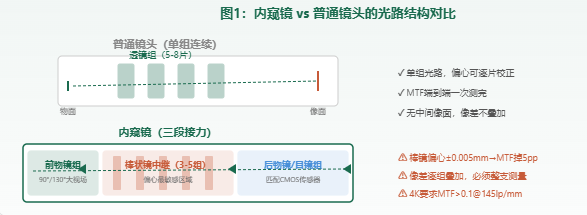
内窥镜光学检测:为什么棒状镜组的偏心是"最敏感参数"?
同样是镜头,手机镜头量产检测一条线一天跑几千个,车载镜头虽然麻烦但也能标准化。唯独内窥镜,检测数据老是不稳定,同一批产品MTF差出10-15个百分点,原因还找不到。问题不在检测设备,在内窥镜本身。这篇拆解内窥镜光学检测的五大挑战,以及最难的那个点——棒状镜组偏心——到底该怎么对付。
2026-06-30
-
光学薄膜性能检测全流程:从光谱到损伤阈值的完整评价体系
一片光学透镜的性能,有一半取决于它表面的薄膜——增透膜决定了光能利用率,反射膜决定了激光系统的效率,分光膜决定了干涉仪的精度。然而膜层性能的评价远不是"测个透过率"那么简单。本文系统梳理从宏观光谱性能到微观膜层质量的完整检测流程,帮助光学工程师建立膜层性能的全维度评价框架。
2026-06-29
-

非球面光学元件检测方法综述:干涉法、轮廓法与新型检测技术
非球面光学元件已从"特殊光学"走向大规模量产——手机镜头中的塑料非球面数量已从3片增至6-8片,车载镜头、AR/VR模组中非球面的使用率接近100%。然而非球面的检测远比球面复杂:它没有单一的曲率中心,面形偏差无法用简单的PV值概括。本文系统梳理当前非球面元件检测的主流方法、精度边界和适用条件。
2026-06-29







