
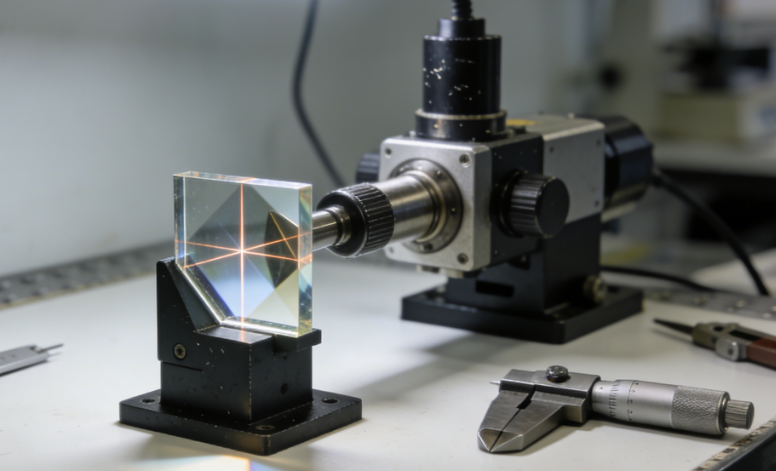
棱镜光束偏转角的检测方法及应用探讨
棱镜作为光学系统中的核心元件,其光束偏转角的精度直接决定了光学仪器的成像质量、准直性能及测量准确性,广泛应用于激光准直、光谱分析、精密测量等领域。光束偏转角(δ)定义为棱镜入射光延长线与出射光的夹角,其检测的核心在于精准标定入射与出射光的传播方向,测量二者夹角,且需有效规避色散、装夹偏差、环境干扰等因素影响。本文结合实验室、现场、产线等不同应用场景,系统阐述棱镜光束偏转角的检测方法、设备选型、操作要点及精度控制策略,为各类棱镜的检测工作提供技术参考。
一、检测前通用准备与前提条件
无论采用何种检测方法,基础准备工作均是保障检测精度的关键,需满足以下核心条件,避免因前期疏漏导致误差放大:
(一)光源选型与准直
需采用单色平行光作为入射光源,白光因色散特性会导致偏转角无确定值,无法满足检测需求。常用标准光源包括氦氖激光(632.8nm,可见光波段,稳定性佳)、钠黄光(589.3nm,计量校准专用,光谱纯度高)。若光源准直性不足,需搭配消色差准直镜,确保准直度≤1mrad,保证入射光为平行光束。
(二)棱镜装夹与定位
采用V型块、光学平口钳或专用棱镜夹具固定棱镜,核心要求是使棱镜主截面(由入射面、出射面、棱脊构成的平面)与入射光共面,且棱脊垂直于光的传播平面。可通过调节载物台调平螺丝,使棱镜两个折射面的反射像均与检测设备分划板重合,完成棱脊调平,消除空间偏折对检测结果的影响。同时,需确保棱镜表面无污渍、划痕,避免光的散射与杂反射干扰出射光定位。
(三)环境与设备校准
检测需在防震光学平台上完成,隔绝气流扰动与振动干扰;角度测量设备(如测角仪、自准直仪)需提前用标准件校准,确保读数精度。此外,需先标定无棱镜时入射光的原始传播方向(零位),作为偏转角测量的基准参照。
二、主流检测方法及实操要点
根据检测精度、效率、应用场景的差异,棱镜光束偏转角检测可分为实验室高精度法、现场快速法、小偏转角专用法及产线自动化法四类,各类方法适配不同需求,具体如下:
(一)实验室高精度检测:分光测角仪法
该方法为棱镜偏转角检测的标准方法,精度可达秒级(″),是计量校准、棱镜出厂标定的首选方案,适用于对精度要求极高的实验室场景。
1. 核心设备
分光测角仪(含平行光管、望远镜、载物台、度盘,度盘精度≤1″)、单色光源(钠灯/氦氖激光)、专用棱镜夹具。
2. 实操步骤
首先完成测角仪调平与零位标定:调平载物台和望远镜,将平行光管对准单色光源,出射平行光后移动望远镜,使平行光管十字分划像与望远镜分划板十字中心重合,记录此时望远镜度盘读数θ₀(入射光零位)。随后进行棱镜装夹与定位,将棱镜固定在载物台中心,旋转载物台使入射面与平行光管光轴成20°~60°入射角,同时确保棱脊与载物台旋转轴严格平行。接着定位出射光并读数,缓慢旋转望远镜捕捉出射光十字分划像,使其与分划板十字中心精准重合,记录读数θ₁。最后计算偏转角,公式为δ=|θ₁-θ₀|;若为反射棱镜,需结合棱镜角度换算实际偏转角。
3. 精度优化策略
通过多次旋转载物台改变入射角,读取多组θ₁取平均值;采用度盘双游标读数,消除测角仪偏心差,进一步提升检测精度至0.1″~1″。
(二)现场/车间快速检测:激光准直+光靶/数显测角台法
该方法无需精密分光测角仪,依托激光准直性和简易角度工具实现检测,精度为分级(′)级别,具备操作简便、便携性强的优势,适合车间来料检验、现场安装调试。
1. 核心设备
氦氖激光器(带准直头)、光学光靶(带毫米刻度)、数显测角台(精度≤1′)、棱镜夹具、钢直尺/卷尺。
2. 两种操作方式
方式一:光靶光斑偏移法,适用于偏转角δ≥1°的场景。固定激光器并水平出射激光,在距离L≥2m处放置光靶,标记光斑零位P₀;在激光器与光靶间固定位置(距光靶距离D)放入棱镜,使激光按实际入射角入射,标记出射光光斑P₁;测量P₀与P₁的横向偏移量d,通过公式δ=arctan(d/D)计算偏转角(D远大于d时可近似为δ≈d/D,单位rad,需转换为角度),多次测量d取平均值减少误差。
方式二:数显测角台法,适用于偏转角δ<1°的小角度场景。调平数显测角台并清零读数,将棱镜固定在台心,使激光沿零位方向入射;在出射光侧放置探测器,旋转测角台至捕捉到最强出射光,此时测角台读数即为偏转角δ。
3. 精度控制要点
激光需加装准直头保证平行性,光靶与棱镜距离D≥2m以减小偏移量测量误差,数显测角台需提前用标准角块校准,确保精度达1′~5′。
(三)小偏转角高精度检测:自准直仪法
针对偏转角<30′的微偏折棱镜、高精度直角反射棱镜,该方法利用自准直原理将入射光与出射光像投射于同一分划板,直接读取角度差,精度可达秒级,且操作比分光测角仪更简便。
1. 核心设备
高精度自准直仪(精度≤1″,如光电自准直仪)、棱镜夹具、光学平台。
2. 实操步骤
将自准直仪固定在光学平台并调平,对准棱镜入射面使平行光入射;自准直仪内置探测器同时捕捉入射光自准直像(经入射面反射)和出射光成像(经折射/反射后出射);读取分划板上两个像的角度差值,即为偏转角δ,光电自准直仪可直接数字显示,无需人工读数。该方法适用于光学微调系统、激光准直系统中的棱镜校准。
(四)产线批量自动化检测:PSD/四象限探测器+光学平台法
该方法专为棱镜生产线设计,依托位置敏感器(PSD)或四象限探测器精准捕捉光斑位置,结合计算机软件自动计算偏转角,替代人工读数,具备效率高、一致性好的优势,可实现批量检测与分选。
1. 核心设备
准直单色激光源、PSD/四象限探测器(分辨率≤1μm)、电动光学平台、棱镜自动装夹台、工业计算机(带角度计算软件)。
2. 实操流程
首先进行系统标定,无棱镜时让激光入射PSD探测器,标定光斑零位坐标(x₀,y₀),建立坐标-角度换算模型;随后自动上料,棱镜由装夹台送至检测工位并精准定位;激光入射棱镜后,探测器采集出射光光斑坐标(x₁,y₁),软件根据标定模型将坐标偏移量转换为偏转角δ,并判定是否符合公差(超差自动报警);最后完成下料分选,将棱镜送至合格/不合格料仓。检测效率可达≥100件/小时,精度达0.1′~1′。
3. 精度保障措施
定期用标准激光束标定探测器,自动装夹台定位精度需≤5μm,避免棱镜位置偏差影响检测结果。
三、检测误差规避与关键注意事项
(一)消除色散影响
偏转角与入射光波长强相关,所有检测必须指定单色光源;若需检测棱镜色散曲线,需在486.1nm、589.3nm、656.3nm等多个标准波长下分别测量。
(二)规避装夹偏心误差
棱镜棱脊与旋转轴/光轴不平行会导致空间偏折,表现为光斑偏移或读数波动,需通过“双面反射像调平法”严格校准棱脊方向。
(三)减少环境与设备干扰
高精度检测需在密封光学罩内完成,隔绝气流扰动;防震光学平台隔震等级≥10Hz,避免振动导致光斑模糊;检测前用无尘布+无水乙醇清洁棱镜表面,消除污渍、划痕的散射干扰。
(四)合理选择入射角
三棱镜存在最小偏转角(入射光与出射光对称时),若需检测该参数,需旋转载物台找到偏转角最小值,此时入射角与出射角相等;常规检测入射角控制在20°~60°,避免掠入射或垂直入射导致误差。
(五)反射棱镜检测特殊要求
检测直角棱镜、五角棱镜等反射棱镜时,需保证入射光垂直入射入射面,避免折射干扰,仅测量反射后出射光与入射光的夹角,再结合棱镜固有角度换算实际偏转角。
四、检测方法选型建议
不同检测方法在精度、效率、适用场景上差异显著,选型需遵循“精度匹配需求、效率适配场景”的原则,具体对比与建议如下:
|
检测方法 |
核心设备 |
精度级别 |
检测效率 |
适用场景 |
|
分光测角仪法 |
分光测角仪、单色光源 |
秒级(0.1″~1″) |
低(单件) |
实验室计量、棱镜出厂校准 |
|
激光+光靶法 |
激光器、光靶、卷尺 |
分级(1′~5′) |
中(单件) |
现场调试、车间快速检验 |
|
自准直仪法 |
高精度自准直仪 |
秒级(≤1″) |
中(单件) |
小偏转角棱镜高精度检测 |
|
PSD自动化法 |
PSD探测器、电动平台 |
亚分级(0.1′~1′) |
高(批量) |
生产线批量检测、自动化分选 |
选型核心逻辑:追求最高精度选分光测角仪法;现场快速判定选激光+光靶/数显测角台法;小偏转角高精度需求选自准直仪法;产线批量生产选PSD自动化检测法。
五、结语
棱镜光束偏转角的检测需结合精度需求、应用场景、检测效率综合选择方法,同时严格把控光源准直性、棱镜装夹精度、设备校准及环境控制等关键环节,才能确保检测结果的准确性与可靠性。随着光学技术的发展,自动化、高精度检测方法将逐步替代传统人工操作,在提升检测效率的同时,进一步缩小误差范围,为光学系统的高性能运行提供核心保障。未来,针对特殊工况(如极端温度、微型棱镜)的检测技术或将成为研究热点,推动棱镜检测领域的持续升级。
-
斯特列尔比:从波前RMS到成像质量的那一步跨越
干涉仪报告上写"波前RMS = 0.07λ"——光学工程师看了一眼说"差不多是衍射极限了"。这个判断从哪来?答案是斯特列尔比(Strehl Ratio)——一个将波前误差RMS直接转化为成像质量评估的公式,只要一个指数函数。斯特列尔比虽然诞生于十九世纪末的马雷夏尔近似公式,但直到今天,它仍然是光学元件验收和系统性能评价中最简洁、最通用的质量指标。本文从定义、推导和工程应用三个维度,带你全面理解Strell比在精密光学中的核心角色。
2026-07-27
-
光学元件亚表面损伤:藏在抛光面之下的"隐形杀手"
干涉仪报告上写着"面形RMS=0.02λ, 表面粗糙度Ra=0.5nm"——看起来是完美。但在这层光学表面之下,研磨过程中金刚石颗粒的微裂纹已深入基体10~30μm——这些亚表面损伤(Subsurface Damage, SSD)在干涉仪上完全不可见,却能在后续镀膜工序的热应力下扩展为宏观裂纹,或在激光辐照下优先成为损伤起点。亚表面损伤是光学元件加工链中"看不见的隐性成本"。本文从SSD的产生机制、检测方法和工程控制三个维度,系统揭示这个藏于抛光面之下的质量暗域。
2026-07-27
-
拿到一张波面图, 先别急着看RMS—波面图判读指南
MTF告诉你"成像好不好",偏心仪告诉你"装调对不对",干涉条纹告诉你"面形平不平"。波面图干的事比这三个都"底层"——它告诉你光通过镜头之后到底变成了什么样。
2026-07-27
-

VR/AR光学检测全景指南:从光波导到整机成像质量的技术解析与设备方案
随着Apple Vision Pro、Meta Quest系列等产品的持续迭代,VR(虚拟现实)和AR(增强现实)已从概念验证阶段迈入规模化量产。然而,VR/AR光学系统的复杂性远超传统成像镜头——菲涅尔透镜的杂散光控制、光波导的衍射效率均匀性、Pancake方案的偏振性能,每一项都对光学检测提出了全新的技术挑战。本文系统梳理VR/AR光学检测的核心技术难点、检测参数体系以及适配不同产品形态的设备方案,为VR/AR光学制造商和研发机构提供实用的参考指南。
2026-07-24
-

手机镜头与车载摄像头MTF检测:从研发到量产的光学质量保障方案
在智能手机多摄化、车载摄像头智能化的行业趋势下,光学镜头的成像质量直接决定了终端产品的用户体验。MTF(调制传递函数)作为衡量光学系统成像性能的核心指标,已成为从镜头设计到量产交付全流程中不可或缺的检测环节。本文将围绕手机镜头和车载摄像头两大应用场景,系统介绍MTF检测的技术原理、关键挑战以及适配不同生产阶段的设备方案。
2026-07-24







