
为什么说光学主动热成像技术是非接触式工业质量检测的核心支撑
现代工业向高精度、高效率转型的进程中,质量检测技术作为生产管控的关键环节,直接决定产业发展的质量与水平。传统接触式检测方法存在的损伤风险与流程繁琐等问题,已难以满足智能制造的发展需求。光学主动热成像(OpticalActiveThermography,OAT)技术作为非接触式检测领域的重要分支,凭借其零损伤、高效率、深层检测等核心优势,在航空航天、汽车制造、电子工业等关键领域逐步成为核心检测手段,为工业质量控制提供了科学、可靠的技术支撑。
一、技术核心优势:引领检测技术革新
相较于传统接触式检测及其他非接触式检测技术,光学主动热成像技术的优势主要体现在以下四个方面:
零损伤检测特性:无需与被测物体发生直接接触或施加外力,从根本上避免了检测过程对被测对象表面及内部结构造成的损伤,适用于航空航天复合材料、精密电子元器件、文物艺术品保护等对检测完整性要求极高的场景。
高效检测能力:无需复杂的前期准备工作,可实现大面积快速扫描与批量检测,显著提升检测效率,完全契合现代工业生产线的高速节拍要求,为生产流程的连续性提供保障。
深层缺陷识别能力:依托热波在材料内部的传播特性,能够精准捕捉分层、脱粘、微裂纹等传统检测方法难以发现的次表面缺陷,检测深度可达数毫米至数厘米,具体取决于材料的热物理性质。
高性价比优势:相较于X射线检测、超声相控阵检测等其他非接触式检测技术,光学主动热成像设备的购置成本相对较低,且操作流程简便、维护成本可控,有效降低了企业的检测投入门槛。
二、技术原理剖析:热波传播与成像的精准协同
光学主动热成像技术的核心原理,是基于材料缺陷区域与基体材料的热物理性质差异,通过热波传播异常形成的温度分布特征,结合红外成像技术实现对内部缺陷的非接触式检测,其技术流程主要包括以下四个关键环节:
1.热激励施加:通过外部激励(如卤素灯、闪光灯、激光器等光源)或内部激励(如机械振动、感应加热、微波加热等)方式,对被测物体表面施加可控的热脉冲或热波,为后续检测奠定基础。
2.热波深层传播:热量从材料表面向内部沿垂直方向传播,该过程遵循傅里叶热传导定律,在无缺陷区域保持规律扩散,满足一维热传导假设条件。
3.缺陷干扰效应:当热波传播至缺陷区域时,由于缺陷与基体材料在热导率、比热容、密度等热物理性质上存在差异,导致热波传播路径发生改变,形成异常传播模式。
4.红外成像与识别:利用高灵敏度红外相机(温度分辨率可达0.01℃)实时记录材料表面的温度分布差异,通过专业算法对红外图像进行分析处理,实现对缺陷位置、形态的自动识别与判定。
三、主流检测方案:满足多样化检测需求
根据热激励方式与信号处理技术的差异,光学主动热成像技术形成了三种主流检测方案,各具技术特点与适用场景:
脉冲热成像(PulseThermography,PT):采用毫秒级短时高能热脉冲对材料表面进行加热,通过分析物体表面的冷却过程及温度变化规律,实现缺陷检测。该方案检测速度快,对深层缺陷敏感性强,适用于复合材料分层检测、涂层厚度测量、焊缝质量评估、冲击损伤检测等生产线场景,但需配备高功率热源,且检测过程中存在一定噪声干扰。
锁相热成像(LockinThermography,LIT):以周期性调制的光激励产生热波,通过锁相技术提取热波的幅值与相位信息,相位信息对非均匀加热不敏感,具备较强的抗干扰能力。该方案深度分辨率高、信噪比优异,适用于太阳能电池缺陷检测、集成电路热分析、复合材料疲劳损伤检测、涂层附着力评估等精密检测场景,且适配自动化检测需求。
频率调制热成像(FrequencyModulatedThermography,FMT):融合脉冲热成像的高穿透深度优势与锁相热成像的低峰值功率特点,通过线性调频信号实现单次检测中对多个深度缺陷的探测。该方案平均功率高、峰值功率低,可有效降低设备投入成本,适用于复杂构件的全面缺陷检测。
四、行业应用场景:赋能多领域质量管控
光学主动热成像技术凭借其独特的技术优势,已在多个工业领域实现规模化应用,成为质量管控的核心技术手段:
航空航天领域:针对碳纤维复合材料(CFRP)的分层、脱粘、冲击损伤等缺陷,该技术可检测直径2mm以上的缺陷,深度分辨率达0.1mm,为飞行器结构安全提供可靠保障。
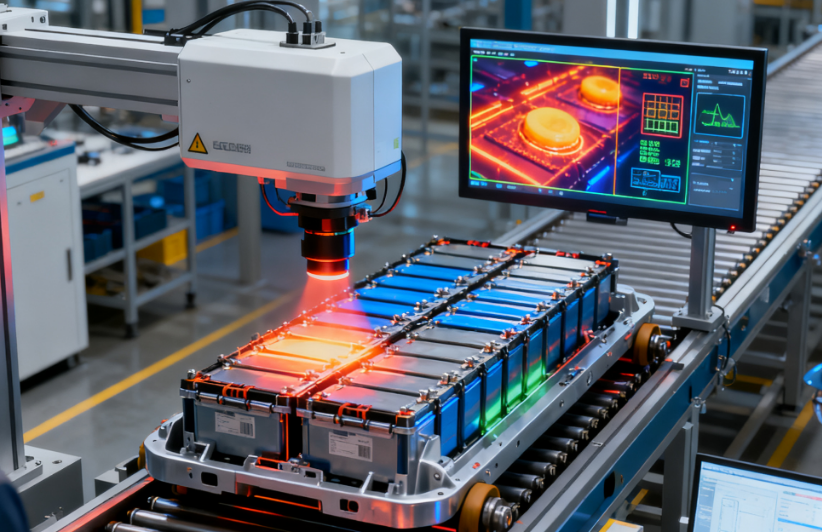
汽车工业领域:广泛应用于车身焊接质量检测、涂层厚度测量、刹车盘缺陷识别等环节,尤其在新能源汽车电池包安全检测中发挥关键作用,其快速检测特性完全满足生产线在线检测需求。
电子工业领域:用于集成电路热特性分析、焊接质量检测、散热片接触状态评估等质量控制环节,凭借微米级的空间分辨率,有效确保电子产品的运行可靠性。
五、技术瓶颈与发展方向
当前,光学主动热成像技术在实际应用中仍面临部分技术瓶颈:复杂几何形状(如曲面、不规则形状)物体的检测难度较大;复合材料的各向异性特性对检测结果的准确性存在影响;环境温度、湿度、气流等外部因素易造成检测干扰;缺陷尺寸与深度的定量分析精度仍需进一步提升。
未来,该技术将聚焦四大核心发展方向:一是多模态融合,通过结合超声、射线等多种检测技术,提升检测的全面性与准确性;二是人工智能赋能,依托深度学习算法优化缺陷识别模型,提高检测精度与自动化水平;三是实时处理升级,借助边缘计算技术实现检测数据的即时分析与结果输出;四是标准化建设,推动建立行业统一的检测规范、技术标准与评价体系,促进技术的规范化应用。
光学主动热成像技术以其非接触、高效率、深层检测的独特优势,正逐步重构工业质量检测的技术体系与应用模式。随着技术的持续迭代与创新,其在高精尖制造领域的应用场景将进一步拓展,为制造业高质量发展提供坚实的技术支撑。
-

光学冷加工全流程:从毛坯到精密镜片的制造工艺
一片直径50mm的精密球面透镜,从一块粗糙的玻璃毛坯到面形精度λ/10、表面粗糙度Ra<1nm的成品,需要经历十余道工序。每一道工序都有特定的设备、工艺参数和检测标准,任何环节的失控都会在最终元件上留下不可逆的缺陷。本文系统梳理光学冷加工从铣磨、精磨、抛光到定心磨边的完整工艺流程,为光学制造从业者提供⼀份全景式的工艺参考。
2026-07-09
-

OptiCentric® IR — 红外镜头定心装调:从 3.39μm 到 10.5μm,让红外光学"对得齐、装得稳"
红外镜头、夜视系统、热成像模组……这些设备里跑的,可能是 3μm、5μm,甚至 10μm 量级的光波。面对这种波段,常规可见光定心仪压根看不到信号——镜片要么把光吃掉了,要么把光反射走了,自准直仪的 CCD 上只剩一片漆黑。OptiCentric® IR 红外偏心仪就是为了解决"看不见"这个根本问题而生的。
2026-07-09
-

精密光学装配技术:从单透镜到系统的装调方法与精度控制
一片面形精度λ/20、偏心<0.2μm的完美透镜,装入镜筒后,如果装配误差为5μm——系统MTF劣化可能超过自身光学设计的允差。精密光学装配不是简单的"把镜片放进去拧紧",而是一项以微米为单位的系统工程。本文从装调基准选择、胶合/压装/螺纹装配三种方式、以及装调过程中的在线检测三个维度,系统介绍精密光学的装配技术。
2026-07-09
-

光学薄膜膜系设计基础:增透膜、反射膜与分光膜的原理与工程选择
一片未经镀膜的冕牌玻璃表面,仅因菲涅耳反射就会损失约4%的入射光。经过6~8片镜片的镜头,累积光损失可达25%~35%。光学薄膜的核心任务,就是通过精确控制纳米级厚度的介质膜层,将光的反射、透射和吸收特性调节到设计目标。本文从薄膜光学的基本原理出发,系统介绍增透膜、高反射膜和分光膜三类最常用膜系的设计思路和工程考量。
2026-07-08
-

光学元件精密清洁与维护:从实验室到产线的操作规范
一颗直径5μm的灰尘颗粒,落在干涉仪参考面上,产生的散射信号足以让λ/50的精度退化到λ/10。在精密光学领域,清洁不是"擦干净就行"的保洁工作——它是保护光学表面和测量精度的一道严谨工序。本文从污染物类型、清洁剂选择、操作手法和设备维护四个维度,系统梳理光学元件的精密清洁规范。
2026-07-08







