
石英光学材料透射特性研究及其多波段应用分析
石英作为重要的光学基片材料,其透射性能在紫外、可见、红外及太赫兹波段呈现显著差异。本文系统分析天然石英与熔融石英的光谱特性,结合材料分类标准与典型应用场景,探讨其在精密光学元件及新兴太赫兹技术中的关键作用,为工程设计提供理论依据与选型参考。

一、石英材料的分类体系与基础性能
石英材料主要分为天然石英(石英玻璃)与合成熔融石英两大体系。天然石英经高温熔融、提纯工艺形成的熔融石英(FusedSilica),通过去除矿物杂质及优化晶格结构,显著提升了辐射耐受性与光谱透射能力。相较于天然石英,熔融石英在深紫外至中红外波段表现出更宽的透射范围:其有效透射区间可达185nm-3500nm,而天然石英的透射范围局限于270nm-2600nm,尤其在深紫外区域(<270nm)的透射能力存在显著劣势。
材料性能差异源于合成工艺的优化:熔融石英通过化学气相沉积(CVD)、电熔法等技术实现高纯制备(纯度>99.99%),消除了天然石英中金属离子(如Fe²⁺、Al³⁺)及羟基基团(-OH)导致的紫外吸收缺陷。例如,优质熔融石英在185nm波长处的透射率可达80%以上,满足极紫外光刻、紫外激光系统对深紫外波段的严苛需求。
二、透射率分类标准与光谱特性解析
根据国际通行标准,石英材料按透射波段划分为三类专业级产品:
(一)JGS1远紫外光学石英玻璃
覆盖185nm-2500nm透射区间,针对深紫外应用优化,部分高端型号(如贺利氏Suprasil311系列)在165nm深紫外区域仍保持>80%透射率。典型应用包括紫外分光光度计、极紫外光刻物镜、深紫外激光器窗口片。
(二)JGS2紫外光学石英玻璃
透射范围220nm-2500nm,平衡紫外与可见光谱段性能,适用于紫外成像镜头、衍射光学元件(DOE)、微透镜阵列等器件,是光电探测系统的常用基片材料。
(三)JGS3红外光学石英玻璃
聚焦260nm-3500nm透射区间,优化近红外至中红外波段性能,部分型号在3500nm处透射率仍>80%,满足红外成像系统、激光雷达(LiDAR)、热成像仪的镜片制备需求。
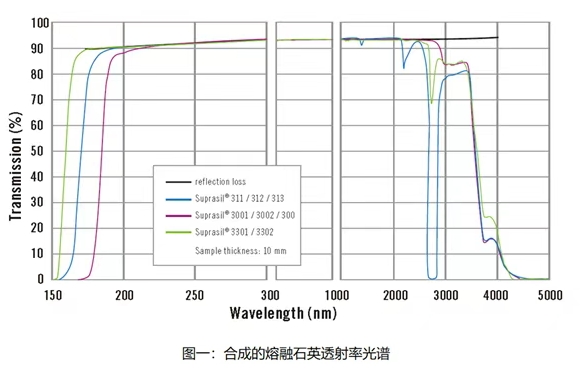
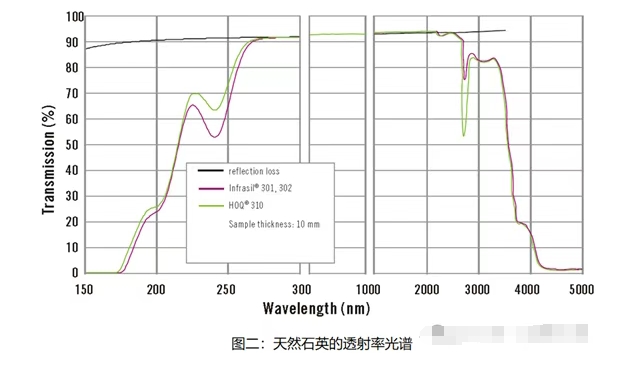
光谱特性研究表明,在250nm-2800nm范围内,石英材料的透射损耗主要由表面菲涅耳反射引起(单次反射损耗约4%-10%),材料本征吸收可忽略不计。对比熔融石英(图1)与天然石英(图2)的透射曲线可见:熔融石英在185nm-2600nm形成平缓高透射平台,而天然石英在270nm以下透射率急剧下降;两者反射率随波长增加呈非线性衰减,紫外区反射率接近10%,近红外区降至6%左右。需注意部分熔融石英型号在2800nm附近存在羟基吸收峰,设计红外系统时需规避该频段。
三、太赫兹波段的特殊应用与材料优势
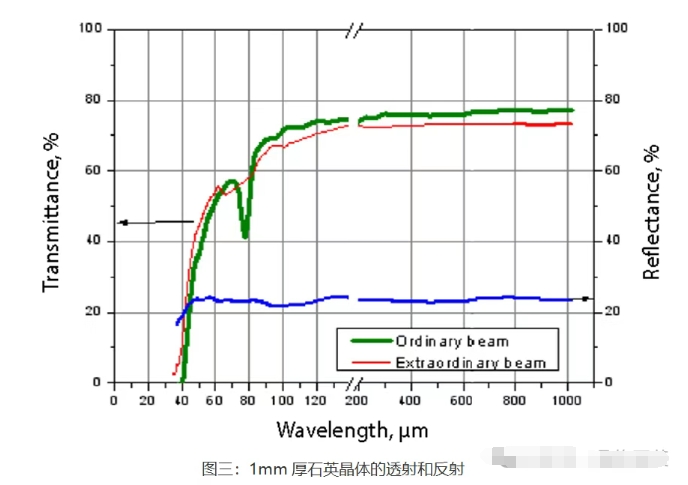
在波长50μm-1000μm(0.3THz-6THz)的太赫兹领域,Z切割石英晶体展现出独特优势:
(一)宽波段透明特性
在120μm-1000μm区间,1mm厚度石英晶体的透过率>70%,且对可见光(如HeNe激光,632.8nm)保持高透射,解决了太赫兹系统调试中光路对准的技术难点。该特性支持通过可见光辅助定位,显著提升太赫兹光学系统的装调效率。
(二)偏振保持能力
Z切割石英作为双折射晶体,对寻常光(O光)与非寻常光(E光)的透射一致性优异,在宽光谱范围内偏振态改变量<5%,满足太赫兹偏振光谱仪、成像系统对偏振稳定性的严格要求。
(三)环境适应性优势
相较于聚乙烯、TPX等传统太赫兹材料,石英具有卓越的耐高温性(软化点>1600℃)与化学稳定性,可在高温(>300℃)、高湿度(>90%RH)及腐蚀性环境中长期稳定工作,尤其适合工业在线检测、安防成像等复杂场景。
四、工程应用选型原则
(一)深紫外系统(<200nm)
优先选用JGS1级熔融石英,重点关注185nm处透射率参数,推荐Suprasil311/312系列产品,同时考虑增透膜(AR膜)设计以降低表面反射损耗。
(二)紫外-可见-近红外通用系统
JGS2级材料兼具性能与成本优势,需确认220nm起始透射点是否匹配系统工作波段,适用于紫外镜头、滤光片基片等元件。
(三)红外长焦段系统(>2500nm)
选择JGS3级石英时,需核查3500nm处透射率及2800nm附近吸收峰位置,建议通过光谱测试验证实际透射性能,避免系统设计误差。
(四)太赫兹器件设计
采用Z切割石英晶体,厚度控制在1-2mm以平衡透射率与机械强度,利用可见光对准功能优化光路布局,同时考虑晶体切割精度(角度误差<10弧秒)对偏振特性的影响。
五、结论与展望
石英材料的透射特性决定了其在光学领域的基础性地位,从传统紫外-红外元件到新兴太赫兹技术,其性能优势与应用场景呈现显著的跨波段适配性。随着精密加工技术(如超光滑表面处理、纳米级镀膜工艺)的进步,石英元件正从单一基片向集成化、功能化模块发展。未来,在深紫外光刻技术(EUV)、太赫兹通信(0.1THz-10THz)等前沿领域,石英材料的高性能化、定制化将成为推动产业升级的关键因素。
-

光学冷加工全流程:从毛坯到精密镜片的制造工艺
一片直径50mm的精密球面透镜,从一块粗糙的玻璃毛坯到面形精度λ/10、表面粗糙度Ra<1nm的成品,需要经历十余道工序。每一道工序都有特定的设备、工艺参数和检测标准,任何环节的失控都会在最终元件上留下不可逆的缺陷。本文系统梳理光学冷加工从铣磨、精磨、抛光到定心磨边的完整工艺流程,为光学制造从业者提供⼀份全景式的工艺参考。
2026-07-09
-

OptiCentric® IR — 红外镜头定心装调:从 3.39μm 到 10.5μm,让红外光学"对得齐、装得稳"
红外镜头、夜视系统、热成像模组……这些设备里跑的,可能是 3μm、5μm,甚至 10μm 量级的光波。面对这种波段,常规可见光定心仪压根看不到信号——镜片要么把光吃掉了,要么把光反射走了,自准直仪的 CCD 上只剩一片漆黑。OptiCentric® IR 红外偏心仪就是为了解决"看不见"这个根本问题而生的。
2026-07-09
-

精密光学装配技术:从单透镜到系统的装调方法与精度控制
一片面形精度λ/20、偏心<0.2μm的完美透镜,装入镜筒后,如果装配误差为5μm——系统MTF劣化可能超过自身光学设计的允差。精密光学装配不是简单的"把镜片放进去拧紧",而是一项以微米为单位的系统工程。本文从装调基准选择、胶合/压装/螺纹装配三种方式、以及装调过程中的在线检测三个维度,系统介绍精密光学的装配技术。
2026-07-09
-

光学薄膜膜系设计基础:增透膜、反射膜与分光膜的原理与工程选择
一片未经镀膜的冕牌玻璃表面,仅因菲涅耳反射就会损失约4%的入射光。经过6~8片镜片的镜头,累积光损失可达25%~35%。光学薄膜的核心任务,就是通过精确控制纳米级厚度的介质膜层,将光的反射、透射和吸收特性调节到设计目标。本文从薄膜光学的基本原理出发,系统介绍增透膜、高反射膜和分光膜三类最常用膜系的设计思路和工程考量。
2026-07-08
-

光学元件精密清洁与维护:从实验室到产线的操作规范
一颗直径5μm的灰尘颗粒,落在干涉仪参考面上,产生的散射信号足以让λ/50的精度退化到λ/10。在精密光学领域,清洁不是"擦干净就行"的保洁工作——它是保护光学表面和测量精度的一道严谨工序。本文从污染物类型、清洁剂选择、操作手法和设备维护四个维度,系统梳理光学元件的精密清洁规范。
2026-07-08







