
激光焊与搅拌摩擦焊在飞机铝合金结构中的应用
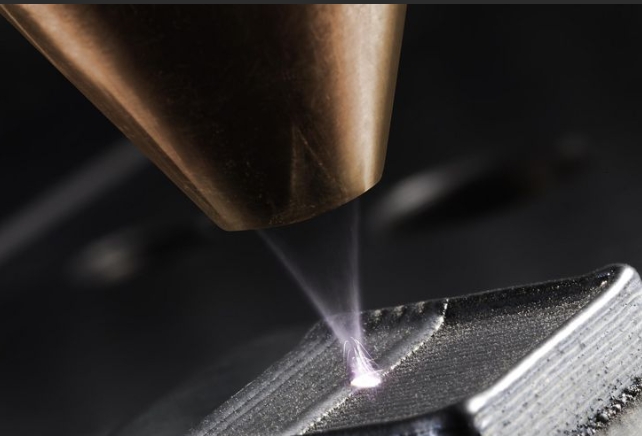
在现代航空制造领域,飞机机身的制造对材料连接技术的要求极高,尤其是对于高强铝合金的连接工艺,其直接关系到飞机结构的性能与安全性。激光焊和搅拌摩擦焊作为两种先进的连接技术,已经在飞机机身高强铝合金的连接中得到了成功的应用,并展现出各自独特的性能特点。
一、焊接技术的发展背景
搅拌摩擦焊技术自2015年英国焊接研究所的专利到期后,迎来了装备及技术的快速发展阶段。这一技术的广泛应用不仅局限于飞机制造领域,还拓展到了商业航天等其他高端制造行业,例如一些商业航天的火箭贮箱已经开始采用搅拌摩擦焊技术进行制造,这充分体现了该技术在高性能材料连接方面的巨大潜力和应用价值。
二、微观组织差异
从微观组织的角度来看,激光焊接头的焊缝区(FZ)由于材料经历熔化再凝固的过程,并且冷却速度极快,导致其组织与母材存在较大差异。以AA6013合金为例,其激光焊接头的焊缝区呈现出典型的枝晶结构。这种快速凝固形成的枝晶结构在一定程度上影响了焊接接头的性能。相比之下,搅拌摩擦焊的搅拌区(SZ)则是在固相下通过动态再结晶形成细小等轴晶。以AA6013合金的搅拌摩擦焊接头为例,其搅拌区的组织更加均匀细小,这种细小等轴晶的组织结构使得搅拌摩擦焊接头在微观结构上更接近母材,从而为其优良的力学性能奠定了基础。
三、疲劳性能对比
在疲劳性能方面,两种焊接工艺的接头疲劳强度与传统的铆接工艺相当。例如,激光焊的AA2198-AA2196T型接头疲劳强度可达80MPa,比铆接的AA2024-AA7075接头高出23%。这表明激光焊接头在疲劳性能方面具有一定的优势。然而,激光焊焊缝区由于组织特点和应力集中等因素,相对更容易引发裂纹,而铆接结构则因其特殊的连接方式和应力分布特点,在实际应用中表现出更为稳定的结构性能。
四、接头结构适应性
在接头结构方面,搅拌摩擦焊具有其独特的优势和局限性。它适用于飞机结构中的长距离对接接头或搭接接头,并且能够实现高质量的长距离对接接头。然而,传统的搅拌摩擦焊(FSW)在焊接T型接头内角时,容易对外蒙皮造成损伤。虽然新型的静轴肩搅拌摩擦焊(SSFSW)能够在一定程度上解决这一问题,但在焊接复杂结构和控制公差方面,搅拌摩擦焊仍然面临着一些挑战。相比之下,激光焊接在焊接T型接头时展现出明显的优势。它可以方便地从桁条侧进行焊接,有效避免损伤蒙皮表面,并且能够实现复杂几何形状的焊接。这一特点使得激光焊接在应对新型高强铝合金等复杂结构的焊接需求时,具有更高的适应性和灵活性。
激光焊和搅拌摩擦焊在飞机铝合金结构焊接中各有优劣。激光焊在疲劳性能和复杂结构适应性方面表现出色,但焊缝区易引发裂纹;搅拌摩擦焊则在微观组织均匀性和长距离接头焊接方面具有优势,但在复杂结构焊接和公差控制方面仍需进一步改进。在实际的飞机制造过程中,选择合适的焊接工艺需要综合考虑具体的结构设计、材料特性以及性能要求等因素,以充分发挥每种焊接技术的优势,确保飞机结构的可靠性和安全性。
-

【产品应用】ImageMaster HR:±0.005背后的研发级MTF测量逻辑
今天聊聊TRIOPTICS ImageMaster® HR系列——这台被国内清华、浙大、中科院等实验室广泛采用的研发级MTF测量仪,它的±0.02精度和±0.005重复性到底意味着什么,以及选型时容易踩的几个坑。
2026-07-29
-
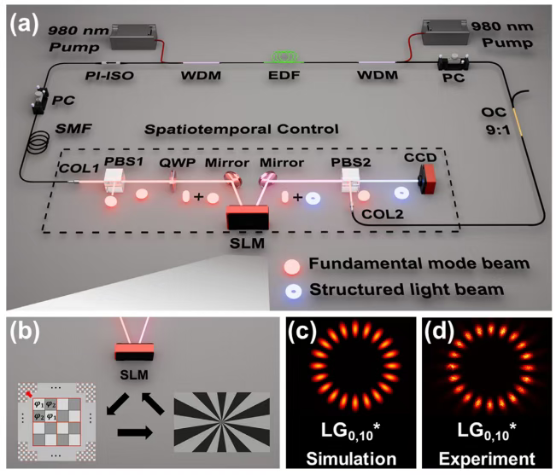
合肥工业大学联合团队实现腔内超快结构光激光器突破84种结构化模式可按需重构
近日,合肥工业大学物理学院高伟清教授、方文坛副教授团队联合澳大利亚皇家墨尔本理工大学贾宝华院士团队,在超快结构光激光技术领域取得核心进展。研究团队通过在激光谐振腔内协同集成空间光调制器与偏振分束器,成功研制出一款可按需重构的结构化模式腔内超快光纤激光器,相关成果发表于国际光学期刊《Laser&Photonics Reviews》。
2026-07-29
-
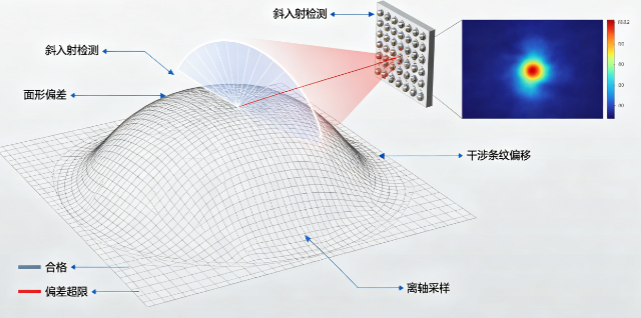
非球面离轴偏差检测:顶点偏位与光轴倾斜的精密测量
一块手机镜头中的非球面透镜,面形精度λ/10——完美。但它的光轴顶点偏离了镜片外圆轴线1.5μm。在装配后,这个"偏离1.5μm"经6片镜片的累积,可能在最后一片镜片上表现为将近10μm的径向光轴整体偏移——MTF在高空间频率下下降了20%。非球面的离轴偏差(Optical Axis Decenter)测的不是面形偏差,而是整个非球面的光轴脱离了"几何应该在那里的位置"——这是被很多光学制造企业低估的"面形之外的质量管控盲区"。本文介绍非球面离轴偏差的物理来源、两种主流检测方法和在手机/车载镜头产线中的工程实践。
2026-07-28
-
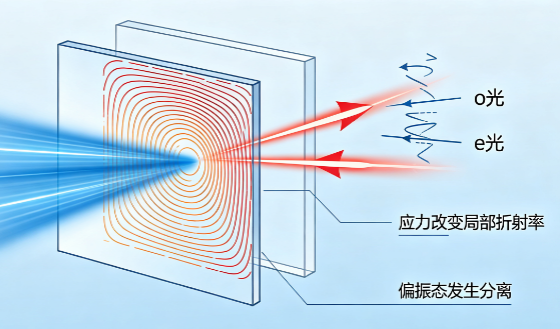
光学胶合中的应力双折射:产生机制、检测与控制
两片透镜用UV固化胶粘合在一起——肉眼看去完美无瑕。但当你把胶合件放在交叉偏振片之间观察时,围绕胶层周围出现了暗色的"双折射图案"——这是胶合应力双折射(Stress Birefringence)在"说话"。原本各向同性的光学玻璃和光学胶,在固化收缩应力和热应力下变成了局域的"各向异性介质"——光通过胶合面时被分裂为o光和e光,在偏振光学系统中表现为杂散偏振交叉耦合,直接破坏系统的消光比和偏振纯度。本文从应力双折射的物理机制、检测方法和胶合工艺控制三个维度,系统介绍这个在偏振精密光学中被高度重视的缺陷模式。
2026-07-28
-
光学元件的净口径与边缘效应:从图纸标注到通光效率的完整评估
光学图纸上标注"通光口径Φ40mm",你拿出一片Φ42mm的透镜——看上去多了2mm的边缘余量,应该"完全够用了"。但当干涉仪测量这片透镜的有效通光区域时,发现在Φ40mm~Φ42mm的边缘环带内,面形偏差急剧恶化(从λ/20退化到λ/2),表面粗糙度在最后1mm内放大了10倍——这2mm的"安全边际"在光学上几乎是废的。净口径(Clear Aperture)不只是机械尺寸的减法——它是有效通光区域的光学质量边界。本文从边缘效应的产生原因、检测标准和工程实践三个维度,系统介绍净口径的概念和评估方法。
2026-07-28







