
为什么说激光微钻孔技术是精密制造的核心驱动力
随着现代工业对精密制造需求的不断提升,微孔加工技术在各行业中的应用日益广泛。从航空航天发动机叶片的冷却微孔,到电子设备中印刷电路板(PCB)的高密度微孔,传统加工方法已难以满足高精度、高质量的要求。在这一背景下,激光微钻孔技术凭借其独特的优势,成为现代精密制造的关键技术之一。

一、行业需求与技术挑战
在航空航天领域,发动机叶片和燃油喷射系统的微孔加工要求极高的精度和可靠性。例如,叶片的冷却微孔直径通常仅为几十微米,且需在高温、高压环境下稳定工作。在电子领域,随着电子产品向小型化、多功能化发展,PCB上的微孔孔径越来越小,密度越来越高,传统机械钻孔和电火花加工已无法满足需求。
传统微孔加工技术面临诸多挑战:
机械钻孔:排屑困难、润滑不足,难以加工深微孔。
电火花加工(EDM):电极损耗大、材料去除率低,影响孔的质量。
电化学加工(ECD):电解液浓度难以维持,不适用于深微孔。
超声加工(USM):工具磨损严重,加工效率低。
相比之下,激光微钻孔技术具有非接触加工、适用材料广、加工效率高、热影响小等优势,成为解决上述问题的理想选择。
二、激光微钻孔的工作原理
激光微钻孔通过聚焦透镜将高能量激光束作用于材料表面,利用光热或光化学效应去除材料,形成微孔。其材料去除机制主要包括:
1.光热烧蚀:光子能量转化为热能,使材料熔化和蒸发,适用于金属加工。
2.光化学烧蚀:紫外激光直接破坏原子键,实现“冷加工”,适用于脆性材料(如玻璃、陶瓷)。
激光参数对加工质量有显著影响:
波长:紫外激光(355nm)适合高精度加工,红外激光(1064nm)适合高去除率加工。
脉冲宽度:超短脉冲(飞秒/皮秒)可实现“冷烧蚀”,热影响区极小,适合高精度需求。
三、关键工艺方法
激光微钻孔的常见工艺方法包括:
1.复制法:激光头与工件静止,通过多脉冲叩击法加工微孔,适合浅孔加工。
2.轮廓迂回法:
旋切法:激光束沿设定路径移动,加工圆孔或异形孔。
螺旋扫描法:螺旋路径逐层去除材料,适合高深径比孔。
3.辅助技术:
双光束反向错位扫描:从两侧同步加工,效率提升50%。
振镜扫描系统:灵活控制激光路径,优化孔圆度和粗糙度。
四、加工缺陷与优化措施
激光微钻孔过程中可能出现的缺陷包括孔锥度、飞溅、重铸层、微裂纹和热影响区。针对这些缺陷,可采取以下优化措施:
孔锥度:增加脉冲频率、调节焦点位置。
飞溅与重铸层:酸洗后处理(如HCl超声清洗)、高功率脉冲。
微裂纹:水介质辅助、降低热输入。
热影响区:超短脉冲激光、提高扫描速度。
五、物理场辅助技术
为提升加工质量,激光微钻孔常结合物理场辅助技术:
1.水基超声辅助:超声振动促进熔融材料排出,圆度偏差降低21.9%~33.5%。
2.水基磁场辅助:磁场减弱等离子体屏蔽效应,锥度降低24.6%,粗糙度降低38.4%。
3.水下加工:冷却作用减少热影响区,适用于铝、不锈钢等易氧化材料。
六、材料加工特性
不同材料在激光微钻孔中表现出不同的加工特性:
铜:高反射率导致加工困难,可通过直流电辅助和高峰值功率脉冲优化。
铝:水下加工和短脉冲激光可减少热影响。
不锈钢:超快脉冲激光和振镜扫描优化路径,减少重铸层和热影响区。
镍基高温合金:高频率/功率脉冲和辅助气体控制,减少微裂纹和飞溅。
钛合金:超短脉冲减少热输入,酸洗后处理提升表面质量。
七、应用案例
激光微钻孔技术已在多个领域实现广泛应用:
1.汽车领域:喷油嘴加工,孔径0.150.2mm,加工时间仅0.82秒,效率比电火花加工高10倍。
2.医疗领域:心脏支架制造,超快脉冲激光实现高质量切割,无需后处理。
3.电子领域:
PCB微孔加工,皮秒激光实现4µm微盲孔,精度提升6.7倍。
喷墨打印机喷嘴,28µm孔径,分辨率达600dpi。
4.航空航天:涡轮叶片气膜孔加工,超快激光减少热影响区,提升冷却效率。
八、未来发展趋势
随着技术的不断进步,激光微钻孔技术将朝着以下方向发展:
超快激光普及:飞秒/皮秒激光进一步降低热损伤,扩展至生物医疗领域。
多物理场协同:超声、磁场、液体环境综合优化加工质量。
智能化控制:AI实时调节参数,实现自适应加工。
激光微钻孔技术以其高精度、高灵活性和广泛适用性,正在逐步替代传统加工方法,成为现代精密制造的核心驱动力。通过不断优化工艺参数和引入辅助技术,其在航空航天、电子、医疗等高附加值领域的应用潜力将进一步释放,为激光加工和工业制造带来更多可能性。
-

VR/AR光学检测全景指南:从光波导到整机成像质量的技术解析与设备方案
随着Apple Vision Pro、Meta Quest系列等产品的持续迭代,VR(虚拟现实)和AR(增强现实)已从概念验证阶段迈入规模化量产。然而,VR/AR光学系统的复杂性远超传统成像镜头——菲涅尔透镜的杂散光控制、光波导的衍射效率均匀性、Pancake方案的偏振性能,每一项都对光学检测提出了全新的技术挑战。本文系统梳理VR/AR光学检测的核心技术难点、检测参数体系以及适配不同产品形态的设备方案,为VR/AR光学制造商和研发机构提供实用的参考指南。
2026-07-24
-

手机镜头与车载摄像头MTF检测:从研发到量产的光学质量保障方案
在智能手机多摄化、车载摄像头智能化的行业趋势下,光学镜头的成像质量直接决定了终端产品的用户体验。MTF(调制传递函数)作为衡量光学系统成像性能的核心指标,已成为从镜头设计到量产交付全流程中不可或缺的检测环节。本文将围绕手机镜头和车载摄像头两大应用场景,系统介绍MTF检测的技术原理、关键挑战以及适配不同生产阶段的设备方案。
2026-07-24
-

万亿美元前夜:SEMICON China 2026给光学检测的5个信号
3 月底的 SEMICON China 2026 把"AI 算力"推到了 C 位。SEMI 中国总裁冯莉在开幕主题演讲里抛了一组数:2025 年全球半导体销售 7917 亿美元,2026 年预计 9750 亿,原定 2030 年才到的万亿美元节点,大概率要提前四年撞线。
2026-07-24
-
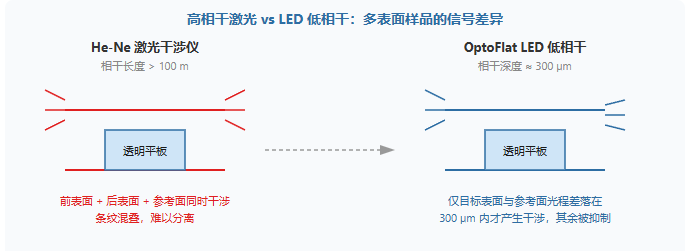
OptoFlat® 低相干干涉仪:平面光学件的“透明陷阱”怎么破
测一块双面抛光的晶圆或光学窗口,激光干涉仪的屏幕上经常飘出一团“鬼影”——前后表面同时出条纹,参考面和被测面互相抢戏,最后连 PV 值该信哪一面都说不清。OptoFlat 要做的,就是把这个“透明陷阱”关掉。
2026-07-23
-
光学窗口与平板件的平行度与透射波前检测
在激光防护窗口、红外热像仪保护窗和干涉仪分光镜中,一块看似"平整"的光学平板承载着不亚于透镜的精度要求——平行度3角秒、透射波前λ/10。平板光学件的检测与透镜检测有本质区别:没有光焦度意味着传统的焦距法和自准直法不再适用,而"平行度"和"透射波前"这两个参数也不像面形PV那样直观易懂。本文从平行度和透射波前两个核心指标出发,系统介绍平板光学件的精密检测方法。
2026-07-22







