
晶体棱镜在偏振光应用中的优势与类型
晶体双折射现象中的o光和e光均为100%的线偏振光,利用此现象制作的偏振器件性能优于传统的玻片堆和人造偏振片,因此被广泛应用于起偏或检偏领域。晶体棱镜作为一种偏振器,通常由两块按特定方式切割的晶体三棱镜组合而成。通过晶体棱镜,入射的自然光被分解为两束线偏振光,从空间不同方向出射。以下将介绍几种典型的晶体棱镜。
一、尼科耳棱镜
尼科耳棱镜(Nicolprism)通过晶体棱镜将入射的自然光分解为两束线偏振光,从空间不同方向出射。该棱镜由两块方解石直角棱镜黏合而成,其光轴平行于两个端面。常用的黏合剂为加拿大树胶,对于Na黄光,其折射率约为1.55,介于棱镜的两个主折射率ne≈1.4864和n0≈1.6584之间。o光和e光具有不同的折射率,但对于加拿大树胶,由于其各向同性,折射率相同。正入射的自然光在左侧第一块棱镜传播时,虽然表观上不发生双折射,但e光为快光而o光为慢光。当它们到达界面AB时,对o光而言,是从光密介质到光疏介质,只要入射角大于临界角,就将发生全反射。对e光而言,是从光疏介质到光密介质,不可能发生全反射,而是发生常规的折射现象,e光将从CB面出射。简言之,在尼科耳棱镜的黏合面,o光全反射,e光透射,两者传播方向分离。通常将全反射o光束到达的侧面涂黑以吸收o光,从而避免实验时的杂散光,而从入射光透射的方向获得一束线偏振光,其振动方向平行于主平面或主截面,最终尼科耳棱镜实现了偏振器的功能。此外,考虑到入射光束并不一定是平行光束,它有一定的发散角,一般设定io值要稍大于i值几度。即使这样,能发生全反射的o光束发散角是受限的,同理,不发生全反射的e光束发散角也是受限的。因此,尼科耳棱镜的一个缺点是入射光束的发散角不能太大。
二、罗雄棱镜
罗雄棱镜(Rochonprism)由两块冰洲石直角三棱镜黏合而成。第一块棱镜的光轴垂直于棱镜入射表面,第二块棱镜的光轴平行于表面。当自然光正入射于第一块棱镜时不发生双折射,光束横平面上各方向的振动均以相同速度传播,到达界面进入第二块棱镜便出现双折射。简而言之,罗雄棱镜第一块棱镜中无双折射,第二块棱镜中有双折射。假设光到达黏合界面的入射角为i,第二块棱镜中o光、e光的折射角为i2o、i2e。因此,o光、e光传播方向分离。只要将输出的两路偏振光挡掉一路,罗雄棱镜可以作为偏振器件使用,也可以用于偏振分光元件,在一些激光设备中可以用它作为内调制的耦合输出元件。
三、沃拉斯顿棱镜
沃拉斯顿棱镜(Wollastonprism)由两块冰洲石直角三棱镜黏合而成,第一块棱镜的光轴平行于入射表面,并与第二块棱镜的光轴方向正交。在第一块棱镜中作为慢光的o光,进入第二块棱镜后成为快光的e光。同理,e光从第一棱镜进入第二棱镜后其身份也发生了变化,转变为o光。简而言之,第一镜中o光进入第二镜时,变为e光;第一镜中e光进入第二镜时,变为o光。因此,通过沃拉斯顿棱镜出现了双折射现象,o光、e光传播方向分离。在同样的棱角条件下,沃拉斯顿棱镜生成的两束线偏振光其空间分离角显然地大于罗雄棱镜。
资料来源:公众号睐芯科技Lightsense
-

VR/AR光学检测全景指南:从光波导到整机成像质量的技术解析与设备方案
随着Apple Vision Pro、Meta Quest系列等产品的持续迭代,VR(虚拟现实)和AR(增强现实)已从概念验证阶段迈入规模化量产。然而,VR/AR光学系统的复杂性远超传统成像镜头——菲涅尔透镜的杂散光控制、光波导的衍射效率均匀性、Pancake方案的偏振性能,每一项都对光学检测提出了全新的技术挑战。本文系统梳理VR/AR光学检测的核心技术难点、检测参数体系以及适配不同产品形态的设备方案,为VR/AR光学制造商和研发机构提供实用的参考指南。
2026-07-24
-

手机镜头与车载摄像头MTF检测:从研发到量产的光学质量保障方案
在智能手机多摄化、车载摄像头智能化的行业趋势下,光学镜头的成像质量直接决定了终端产品的用户体验。MTF(调制传递函数)作为衡量光学系统成像性能的核心指标,已成为从镜头设计到量产交付全流程中不可或缺的检测环节。本文将围绕手机镜头和车载摄像头两大应用场景,系统介绍MTF检测的技术原理、关键挑战以及适配不同生产阶段的设备方案。
2026-07-24
-

万亿美元前夜:SEMICON China 2026给光学检测的5个信号
3 月底的 SEMICON China 2026 把"AI 算力"推到了 C 位。SEMI 中国总裁冯莉在开幕主题演讲里抛了一组数:2025 年全球半导体销售 7917 亿美元,2026 年预计 9750 亿,原定 2030 年才到的万亿美元节点,大概率要提前四年撞线。
2026-07-24
-
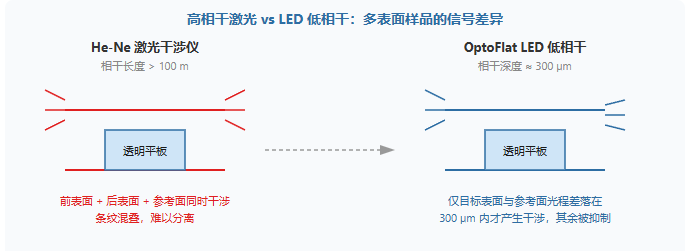
OptoFlat® 低相干干涉仪:平面光学件的“透明陷阱”怎么破
测一块双面抛光的晶圆或光学窗口,激光干涉仪的屏幕上经常飘出一团“鬼影”——前后表面同时出条纹,参考面和被测面互相抢戏,最后连 PV 值该信哪一面都说不清。OptoFlat 要做的,就是把这个“透明陷阱”关掉。
2026-07-23
-
光学窗口与平板件的平行度与透射波前检测
在激光防护窗口、红外热像仪保护窗和干涉仪分光镜中,一块看似"平整"的光学平板承载着不亚于透镜的精度要求——平行度3角秒、透射波前λ/10。平板光学件的检测与透镜检测有本质区别:没有光焦度意味着传统的焦距法和自准直法不再适用,而"平行度"和"透射波前"这两个参数也不像面形PV那样直观易懂。本文从平行度和透射波前两个核心指标出发,系统介绍平板光学件的精密检测方法。
2026-07-22







