
解读激光束的反射和吸收的原理
如果被加工表面反射过多的光能,则吸收的能量减少,工作效率降低,并且反射光可能对光学系统造成损害。因此激光束的反射和吸收与激光加工密切相关。
吸收和反射的值与以下关系相关:
反射率 =1- 吸收率(对于不透明材料)或
反射率 =1- 吸收率 - 透射率(对于透明材料)
光在介质中的传输
从空气到不透明的完美平坦干净金属表面的法线入射角的反射系数 R 可以使用以下公式计算:
R=[(1-n) 2 +k 2 ]/[(1+n) 2 +k 2 ]
不透明金属表面的吸收率A为:
A=1–R=4n/[(n+1) 2 +k 2 ]
其中n是材料的折射系数,k是材料的消光系数。这两个值都可以在手册中查找。我们在下表中列出了一些值。请记住,这些光学特性是辐射波长的函数,并随温度而变化。
接下来我们研究影响反射率和吸收率的因素。
波长:波长越短,光子的能量越高 。波长较短的光子比波长较长的光子更容易被材料吸收。因此,R 通常随着波长变短而减小,而当光子能量增加时吸收增加。
温度:随着温度升高,声子数量将会增加。电子更有可能与结构相互作用,而不是与入射光子相互作用。因此,随着温度的升高,反射率下降,吸收率增加。
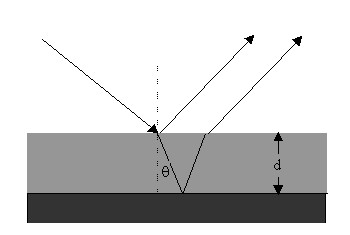
入射角和偏振面:反射率随入射角和偏振面而变化。如果偏振面位于入射面,则该光线称为平行光线(“p”光线);如果偏振面垂直于入射面,则该射线称为“s”射线。“p”射线和“s”射线的完美平面的反射率系数为:
R p =[(n-1/cos f ) 2 +k 2 ]/[(n+1/cos f ) 2 +k 2 ]
R s =[(n-cos f ) 2 +k 2 ]/[(n+cos f ) 2 +k 2 ]
其中f是入射角,n是折射系数,k是材料消光系数。我们看到这里p射线和s射线的反射率是不同的,p射线比s射线更容易被材料吸收。
例:利用表中的数据,求出Nd:YAG激光束辐射在Al表面上的s射线和p射线反射和吸收,入射角为60度。
解:对于铝,k=8.5,n=1.75,
R s =[(n-cos f ) 2 +k 2 ]/[(n+cos f ) 2 +k 2 ]=[(1.75-cos60)^2+8.5^2]/[(1.75+cos60)^2+8.5^2]=73.8125/77.3125=0.955=95.5%
s 射线吸收率 =1-Rs=4.5%
R p =[(n-1/cos f ) 2 +k 2 ]/[(n+1/cos f ) 2 +k 2 ]=[(1.75-1/cos60)^2+8.5^2]/[(1.75+1/cos60)^2+8.5^2]=72.3125/86.3125=83.8%
p 射线吸收 =1-Rp=16.2%
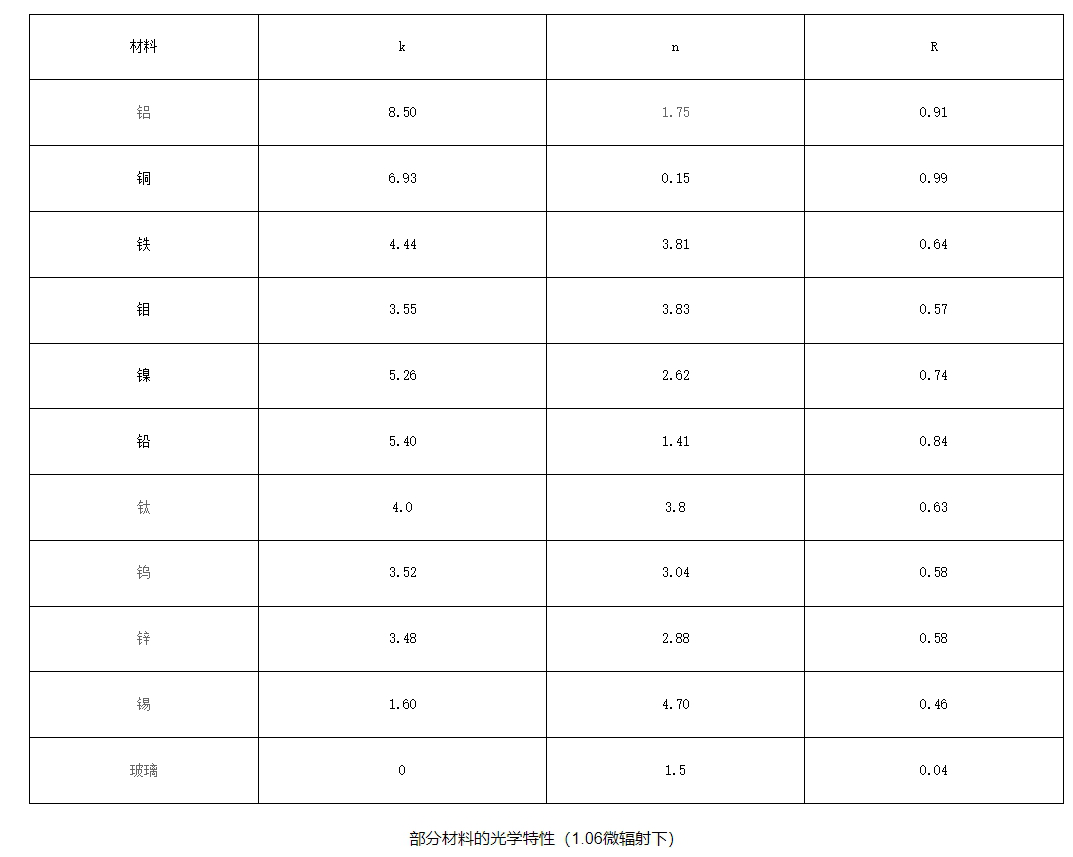
例:利用表中的数据,求 Nd:YAG 激光束辐射在 Fe 表面上的 s 射线和 p 射线反射和吸收,入射角为 60 度。
解:对于铁,k=4.44,n=3.81,
R s =[(n-cos f ) 2 +k 2 ]/[(n+cos f ) 2 +k 2 ]=[(4.44-cos60)^2+3.81^2]/[(4.44+cos60)^2+3.81^2]=77.18%
s 射线吸收率 =1-Rs=22.82%
R p =[(n-1/cos f ) 2 +k 2 ]/[(n+1/cos f ) 2 +k 2 ]=[(4.44-1/cos60)^2+3.81^2]/[(4.44+1/cos60)^2+3.81^2]=36.56%
p 射线吸收 =1-Rp=63.44%
-

光学薄膜膜系设计基础:增透膜、反射膜与分光膜的原理与工程选择
一片未经镀膜的冕牌玻璃表面,仅因菲涅耳反射就会损失约4%的入射光。经过6~8片镜片的镜头,累积光损失可达25%~35%。光学薄膜的核心任务,就是通过精确控制纳米级厚度的介质膜层,将光的反射、透射和吸收特性调节到设计目标。本文从薄膜光学的基本原理出发,系统介绍增透膜、高反射膜和分光膜三类最常用膜系的设计思路和工程考量。
2026-07-08
-

光学元件精密清洁与维护:从实验室到产线的操作规范
一颗直径5μm的灰尘颗粒,落在干涉仪参考面上,产生的散射信号足以让λ/50的精度退化到λ/10。在精密光学领域,清洁不是"擦干净就行"的保洁工作——它是保护光学表面和测量精度的一道严谨工序。本文从污染物类型、清洁剂选择、操作手法和设备维护四个维度,系统梳理光学元件的精密清洁规范。
2026-07-08
-

ImageMaster® 系列全景:从产线快检到实验室高精度,MTF 测量怎么选
今天就跳过理论推导,直接从产品功能出发,把 ImageMaster® 整个系列理一遍:每台设备能测什么、测多快、精度多少、适合谁用。看完这篇,选型基本心里有数。
2026-07-08
-

激光损伤阈值(LIDT)测试技术:ISO 21254标准解读与工程实践
高功率激光系统中的光学元件,承受着每平方厘米数焦耳至数千焦耳的能量密度。一片反射镜的膜层在若干次脉冲后出现针孔——系统功率被迫降级,甚至整机返修。激光诱导损伤阈值(LIDT)是决定光学元件"能承受多强的光而不坏"的核心参数。本文从损伤机理、ISO 21254标准测试方法和工程选型三个维度,系统介绍LIDT测试的技术体系。
2026-07-07
-

DUV vs EUV光刻物镜装调:两种技术路线的精度博弈
DUV 和 EUV,两代光刻技术的核心光学系统,分别在 193nm 和 13.5nm 波长下工作。它们的装调精度要求相差的不是百分比,而是数量级。更关键的是,它们的装调方法论本身就是两套完全不同的逻辑。
2026-07-07







