
从定心装调到衍射极限:高精度镜头制造的完整检测链
在光刻物镜、航天相机、高端显微物镜等尖端光学系统中,成像质量的设计目标是突破衍射极限——使系统的实际分辨率逼近甚至达到光学衍射所允许的理论极限。然而,设计再完美的光学系统,若制造和装配环节的检测与控制不到位,最终成像质量将远低于理论预期。从光学材料检测到整镜性能验证,每一道检测工序都是通往衍射极限的必经之路。本文系统梳理高精度镜头制造过程中的完整检测链,以及各个环节的核心检测技术与设备。

一、衍射极限的含义与工程意义
衍射极限是指由光的波动性本质所决定的、光学系统能够分辨的最小细节尺寸。对于圆形孔径的成像系统,其角分辨率的瑞利判据为θ = 1.22λ/D,其中λ为波长,D为入瞳直径。当一个光学系统的实际波像差均方根值(RMS)小于λ/14时,系统被认为达到"衍射极限"——此时进一步提高制造精度对成像质量的改善已不显著,制约系统性能的根本因素是衍射而非像差。
达到衍射极限意味着光学系统的像差已被校正到极低水平,对制造和装配环节的精度要求极为苛刻。以光刻物镜为例,单透镜的面形精度需达到λ/20(PV值),镜片中心偏差控制在角秒级,空气间隔误差控制在微米量级。如此高的精度要求,必须依赖贯穿全制造流程的精密检测体系来保障。
二、检测链的第一环:光学材料检测
一切精密光学制造始于材料。光学玻璃或晶体的折射率精度和均匀性直接决定了后续加工的方向和最终成像质量。折射率偏差Δn达到10-5量级时,就足以引起显著的系统像差。
折射率测量采用最小偏向角法,通过精密测量棱镜样品的顶角和最小偏向角,利用公式n = sin[(A+δmin)/2]/sin(A/2)计算折射率。以TRIOPTICS SpectroMaster系列为代表的高精度折射率测量仪,可实现2×10-6的测量不确定度,覆盖从紫外(365 nm)到近红外(1014 nm)的全波段。材料检测的数据将作为后续设计和装配的输入参数,直接影响公差分配方案。
三、检测链的第二环:镜片面形精密检测
镜片加工完成后,面形精度是第一个需要验证的核心指标。对于衍射极限系统,球面和非球面的面形误差PV值通常要求小于λ/20(λ=632.8 nm),意味着表面偏差不超过30纳米。这一精度水平的检测依赖激光干涉仪。
对于球面镜片,采用标准球面参考波前进行零位干涉测量即可;对于非球面镜片,则需要计算机生成全息图(CGH)作为波前补偿器,将非球面波前转化为标准球面波进行测量。TRIOPTICS μPhase系列干涉仪配合定制CGH,可实现对任意非球面和自由曲面的纳米级面形检测。同时,对于镜片加工过程中的曲率半径控制,SpheroMeter球径仪提供了接触式和非接触式的曲率半径精密测量方案。
四、检测链的第三环:镜片胶接与定心车削
单镜片检测合格后,需要将其固定到镜框中并建立光机基准。传统的机械隔圈和压圈装配方式容易引入应力变形和偏心误差。定心车削(定心取边)装配技术通过"先胶粘、再定心、后车削"的工艺路线,以透镜自身光轴为基准精密车削镜框外圆和端面,使镜框的机械轴与光轴重合。
定心车削的核心是中心偏差测量仪(定心仪)。TRIOPTICS OptiCentric系列双光路定心仪可同时监测镜片前后两个表面的球心像,通过四维调整实现光轴与车床主轴的高精度对准,定心精度可达0.5"以下。配合ATS系列数控定心车床,直接以定心测量结果驱动车削加工,形成"测量-调整-加工"一体化闭环。镜框车削完成后,还需使用非接触式测厚仪(如OptiSurf系列)精确测量镜片中心厚度,作为后续空气间隔控制的输入数据。
五、检测链的第四环:逐级装调与过程监控
将各镜框组件逐级装入镜筒是镜头制造中技术含量最高、耗时最长的环节。装调过程的核心检测仪器仍是中心偏差测量仪——每装入一片组件,即测量其实际偏心量和倾斜量,确认是否在允差范围内。对于高精度系统,还需借助电子自准直仪(如TriAngle系列)建立精密光学基准轴线,使用测角仪(如PrismMaster系列)精确测量棱镜和分光元件的角度偏差,确保光路转向的准确性。
在逐级装调过程中,空气间隔的控制同样关键。轴向间隔误差直接破坏系统的像差平衡。使用OptiSurf等低相干干涉测厚仪,可在装调现场非接触地精确测量各镜片的空气间隔,测量精度优于±1 μm,为轴向间隙精控提供数据支撑。
六、检测链的第五环:整镜MTF与波前检测
镜头装配完成后,最终的性能验证采用两方面的检测手段。其一是调制传递函数(MTF)测量,通过对镜头施加不同空间频率的测试图案,获取MTF曲线以定量评价成像质量。对于衍射极限系统,MTF实测值应接近理论衍射极限曲线。其二是波前检测,使用干涉仪测量系统整体的透射波前,提取各阶Zernike系数,识别残余像差的类型和量级。
TRIOPTICS ImageMaster系列MTF测量仪覆盖从可见光到红外波段,可支持多视场、多波长和温度调控下的MTF测试。结合μPhase干涉仪的波前检测功能,两者共同构成了整镜性能验证的完整方案。如果MTF或波前检测发现超差,需要回溯至装调环节重新调整——这正是"检测-反馈-修正"闭环质控体系的体现。
七、检测链的第六环:环境适应性与可靠性验证
对于航天相机、车载镜头等需要在复杂环境下工作的光学系统,还需在模拟环境条件下进行性能验证。温度循环、振动、湿热等环境应力下的MTF和光轴稳定性检测,是确保镜头在全生命周期内保持衍射极限成像质量的关键环节。检测设备需要具备与温控箱、振动台等环境模拟设备集成的能力,实现在温度加载和振动过程中的在线光学性能监测。
八、结语
从折射率测量到面形检测,从定心车削到逐级装调,从MTF验证到环境试验——高精度镜头制造的全流程检测链由多个精密测量环节串联而成,每一环的检测精度都直接影响最终系统能否达到衍射极限性能。检测设备的分辨率、重复性和可靠性,决定了这条检测链所能达到的上限。
在这一点上,光学检测设备供应商的角色已从"工具提供者"演变为"制造工艺的合作伙伴"——为光学制造企业提供覆盖全检测链的一体化解决方案,助力高质量镜头的稳定批产。
-

VR/AR光学检测全景指南:从光波导到整机成像质量的技术解析与设备方案
随着Apple Vision Pro、Meta Quest系列等产品的持续迭代,VR(虚拟现实)和AR(增强现实)已从概念验证阶段迈入规模化量产。然而,VR/AR光学系统的复杂性远超传统成像镜头——菲涅尔透镜的杂散光控制、光波导的衍射效率均匀性、Pancake方案的偏振性能,每一项都对光学检测提出了全新的技术挑战。本文系统梳理VR/AR光学检测的核心技术难点、检测参数体系以及适配不同产品形态的设备方案,为VR/AR光学制造商和研发机构提供实用的参考指南。
2026-07-24
-

手机镜头与车载摄像头MTF检测:从研发到量产的光学质量保障方案
在智能手机多摄化、车载摄像头智能化的行业趋势下,光学镜头的成像质量直接决定了终端产品的用户体验。MTF(调制传递函数)作为衡量光学系统成像性能的核心指标,已成为从镜头设计到量产交付全流程中不可或缺的检测环节。本文将围绕手机镜头和车载摄像头两大应用场景,系统介绍MTF检测的技术原理、关键挑战以及适配不同生产阶段的设备方案。
2026-07-24
-

万亿美元前夜:SEMICON China 2026给光学检测的5个信号
3 月底的 SEMICON China 2026 把"AI 算力"推到了 C 位。SEMI 中国总裁冯莉在开幕主题演讲里抛了一组数:2025 年全球半导体销售 7917 亿美元,2026 年预计 9750 亿,原定 2030 年才到的万亿美元节点,大概率要提前四年撞线。
2026-07-24
-
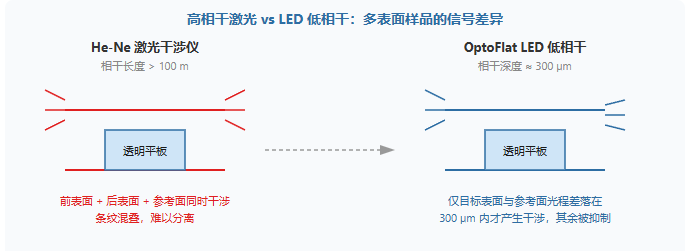
OptoFlat® 低相干干涉仪:平面光学件的“透明陷阱”怎么破
测一块双面抛光的晶圆或光学窗口,激光干涉仪的屏幕上经常飘出一团“鬼影”——前后表面同时出条纹,参考面和被测面互相抢戏,最后连 PV 值该信哪一面都说不清。OptoFlat 要做的,就是把这个“透明陷阱”关掉。
2026-07-23
-
光学窗口与平板件的平行度与透射波前检测
在激光防护窗口、红外热像仪保护窗和干涉仪分光镜中,一块看似"平整"的光学平板承载着不亚于透镜的精度要求——平行度3角秒、透射波前λ/10。平板光学件的检测与透镜检测有本质区别:没有光焦度意味着传统的焦距法和自准直法不再适用,而"平行度"和"透射波前"这两个参数也不像面形PV那样直观易懂。本文从平行度和透射波前两个核心指标出发,系统介绍平板光学件的精密检测方法。
2026-07-22







