
激光加工中材料的激光吸收与反射特性研究
激光加工技术凭借高精度、高效率、非接触式等优势,已广泛应用于切割、焊接、热处理等工业生产环节。激光束入射材料表面时,会发生反射、散射与吸收等物理过程,能否高效利用激光能量、实现精准加工,核心在于掌握材料对激光的吸收与反射特性。明确这两类特性的规律及影响因素,是优化激光加工工艺、降低能量损耗、提升加工质量的基础与关键。本文从材料的激光吸收、反射特性两大维度,系统分析其影响因素及二者内在关联,为激光加工的工艺设计与参数优化提供实用参考。
一、材料的激光吸收特性
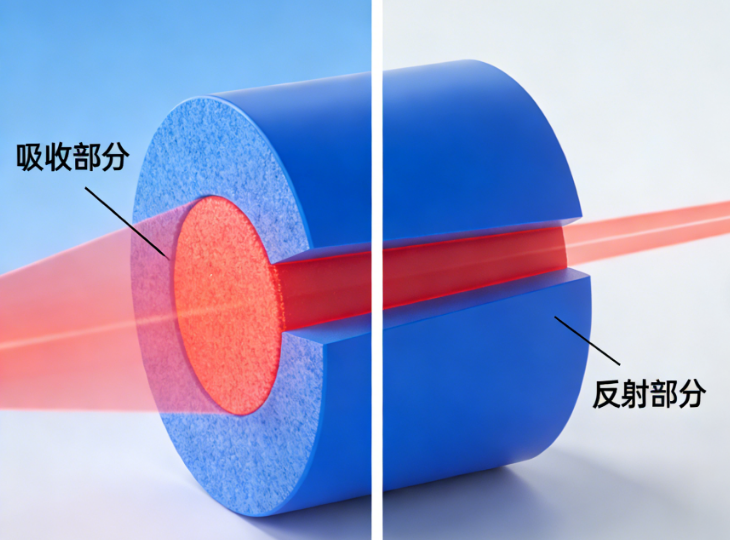
激光照射材料表面时,部分光子会被表面反射,剩余能量进入材料内部并被吸收,这部分被吸收的能量,是实现激光切割、焊接、热处理等各类加工的核心动力。材料对激光的吸收率并非固定值,会受激光波长、材料温度、表面状态及材料类型等多重因素影响,其中金属材料的相关光学参数,还会随激光波长、自身温度发生动态变化,这也是不同工况下加工效果存在差异的重要原因。实验数据显示,多数金属材料仅能吸收10%~30%的激光能量,其余大部分会被反射,这是金属激光加工工艺优化的核心突破点。
(一)激光波长:核心影响因素
激光波长是影响材料吸收率的最关键因素,对金属材料尤为显著,整体呈现波长越短,吸收率越高的规律。导电性越好的金属,如铜、银、金等,对长波长的CO₂激光、Nd∶YAG激光反射率更高,吸收率更低,加工难度也随之增大。例如常温下铜对250nm短波长准分子激光的吸收率可达70%,而对10600nm长波长CO₂激光的吸收率仅1.5%。铁、不锈钢等含铁基的金属材料,其吸收率随激光波长的变化规律基本一致,核心受Fe元素的物理特性主导。
(二)材料温度:吸收率随温度升高显著提升
金属材料在室温下的激光吸收率普遍较低,但随着自身温度升高,吸收率会明显增大,这也是激光加工中“越加工越高效”的关键原因。当材料温度接近熔点时,吸收率可提升至40%~50%;温度接近沸点时,吸收率甚至能达到90%左右,且激光功率越大,金属材料的吸收率提升效果越明显。在固定激光波长的加工场景中,可通过测定材料的电阻率,精准判断不同温度下的吸收率,为加工能量的把控提供依据。
(三)表面状态:涂层与氧化层可大幅提升吸收率
材料表面的粗糙度、氧化层、涂层等状态,对激光吸收率的影响直接且显著,也是工业生产中低成本优化加工效率的常用手段。
1.氧化层能充当“激光吸收桥梁”,减少表面激光反射,比如304不锈钢表面经空气自然氧化后,激光吸收率会明显增加;
2.表面涂覆高吸收率涂层是激光热处理中最常用的方法,不仅能大幅提高激光能量利用率,还能放宽对激光入射角的严格要求。以40钢为基材,在常规加工参数下,磷酸盐、氧化锆、氧化钛等涂层的吸收率均能达到0.89以上,远优于石墨、炭黑涂层;
3.增大表面粗糙度虽能小幅提高吸收率,但效果有限,比如喷砂处理仅能使不锈钢的吸收率提升约2%,且当温度超过600℃时,该提升效果会完全失效,在实际应用中优先级远低于涂层处理。
(四)材料类型:金属与半导体、绝缘材料规律差异显著
半导体、绝缘材料的激光吸收规律与金属材料截然不同,其吸收率主要受激光波长主导,且各有特性:
1.半导体材料如硅、砷化镓等,激光照射时会通过晶格振动或分子相互碰撞实现能量吸收,若晶体内部存在孔隙、缺陷等杂质,会进一步提升吸收率;
2.绝缘材料如氧化铝、氟化钙等,多数在Nd∶YAG激光的1μm波长区域呈不透明状态,而在红外区域部分透明。原因是其在可见光区域受带隙吸收影响,难以吸收能量,红外区域则主要依靠自由载体吸收和杂质能级跃迁实现能量吸收。不同半导体与绝缘材料对红外辐射的透明范围各有不同,这也是激光加工选型的重要参考依据。
二、材料的激光反射特性
材料的激光反射特性与吸收特性呈紧密的此消彼长关系,二者的核心关联可简单概括为:吸收率+反射率=1。知晓其中任一数值,即可快速推算另一数值,这一规律能为现场加工中快速估算激光能量利用率,提供便捷且实用的方法。
(一)反射率的定义与测量
材料对激光的反射率,指的是材料表面反射的激光辐射功率,与入射激光总功率的比值。在工业实际应用中,反射率的测量方法分为两种,且均能满足加工精度要求:一是直接测量,用功率计分别测出入射激光功率和反射激光功率,直接计算即可;二是间接测量,通过测定材料的电阻率,结合相关光学规律推导得出。
(二)反射率的影响因素
所有影响材料激光吸收率的因素,均会直接影响反射率,二者呈反向变化趋势,核心规律可总结为四点:
1.激光波长越长,材料的反射率越高,吸收率则越低;
2.材料温度越高,反射率越低,吸收率则越高;
3.材料表面存在氧化层、高吸收涂层时,反射率会显著降低,吸收率大幅提升,比如涂覆磷酸盐涂层的40钢,吸收率超90%,反射率则低于10%;
4.相同激光波长下,金属材料的反射率普遍高于半导体材料与绝缘材料,这也是金属激光加工需重点优化能量吸收的重要原因。
三、激光加工工艺优化的核心结论与实用建议
通过对材料激光吸收与反射特性的系统分析,可明确激光加工的核心逻辑:材料吸收的激光能量越多,加工效率与加工质量越高;反射的激光能量越多,能量损耗越严重,加工难度也越大。结合两类特性的规律及影响因素,为激光加工的工艺优化、设备选型与材料挑选提出以下实用建议,可有效降低试错成本,提升加工效率:
1.优先提升激光能量吸收效率
这是优化激光加工的核心方向,可通过三种方式实现:一是选型上优先选用短波长激光,适配金属材料的吸收规律,减少长波长激光的高反射损耗;二是对加工基材做表面处理,优先采用涂覆磷酸盐、氧化锆等高吸收率涂层的方式,替代效果有限的粗糙度处理;三是精准控制加工温度,将材料温度控制在接近熔点的区间,此时材料吸收率处于较高水平,加工效率最优。
2.结合材料类型定制差异化加工方案
针对不同类型材料,制定适配的加工策略:金属材料重点优化激光波长选型与表面处理,降低反射损耗;半导体材料可选用Nd∶YAG激光开展退火等加工,适配其在该波长下的高吸收率特性;绝缘材料则结合其红外辐射透明范围,选择适配的激光波长,避免因材料透明导致能量吸收不足。
3.巧用吸收率与反射率的关联规律
牢记“吸收率+反射率=1”的核心关系,在现场加工中,可通过简易测量其中任一数值,快速估算另一数值,实现激光能量利用率的实时判断,为加工参数的动态调整提供依据。
4.参考实测数据快速选型
工业生产中可直接参考各类实测数据:常用金属材料常温下对不同波长激光的吸收率、不同涂层对基材的吸收率、半导体与绝缘材料的红外辐射透明范围等数据,均可作为激光设备选型、加工材料挑选的直接依据,提升加工选型的便捷性与准确性。
综上,材料的激光吸收与反射特性是激光加工技术的基础核心,厘清其规律、影响因素与内在关联,是实现激光加工设备工艺优化、能量高效利用、质量精准把控的关键。将上述规律与建议应用于激光设备选型、加工材料挑选与工艺参数设计中,可有效提升激光加工的工业化应用水平,为高精度、高效率的激光加工生产提供实践支撑。
-
OptoFlat® 低相干干涉仪:平面光学件的“透明陷阱”怎么破
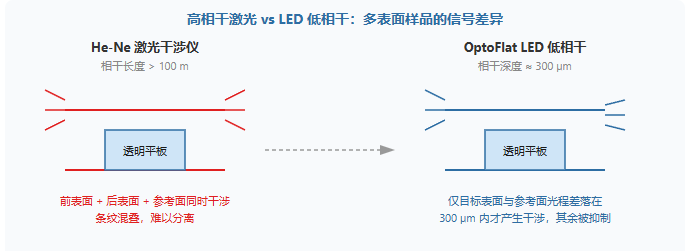
测一块双面抛光的晶圆或光学窗口,激光干涉仪的屏幕上经常飘出一团“鬼影”——前后表面同时出条纹,参考面和被测面互相抢戏,最后连 PV 值该信哪一面都说不清。OptoFlat 要做的,就是把这个“透明陷阱”关掉。
2026-07-23
-
光学窗口与平板件的平行度与透射波前检测
在激光防护窗口、红外热像仪保护窗和干涉仪分光镜中,一块看似"平整"的光学平板承载着不亚于透镜的精度要求——平行度3角秒、透射波前λ/10。平板光学件的检测与透镜检测有本质区别:没有光焦度意味着传统的焦距法和自准直法不再适用,而"平行度"和"透射波前"这两个参数也不像面形PV那样直观易懂。本文从平行度和透射波前两个核心指标出发,系统介绍平板光学件的精密检测方法。
2026-07-22
-
OptiSurf® PRO AR:AR 波导叠层的倾斜、TTV 和空气间隙,一次看清
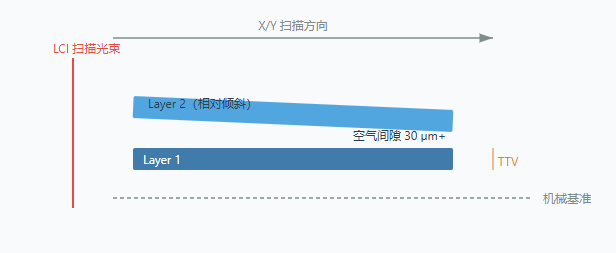
两片波导叠在一起,肉眼看贴合得不错,装上光机后却发现画面偏红的一边和偏蓝的一边错开了——这就是颜色分离。问题往往不是光栅设计本身,而是两片波导之间有一个很小的相对倾斜,或者其中一片的 TTV(总厚度变化)过大。
2026-07-22
-
【实战笔记】偏心仪数据怎么看?拿到报告先看什么、再看什么
偏心仪报告上的数字,不是孤立的数据点——它们背后有一条链式解算的逻辑链、一个参考轴的约定、一组球心像跳动的物理事实。
2026-07-22
-
TriAngle 自准直仪:一台把角度变成像素位移的"光学量角器"
在光学计量这条产品线上,TriAngle 自准直仪不像 MTF 仪或干涉仪那样自带主角光环,但它几乎出现在所有需要"对准"和"校角"的现场:从光学元件的楔角、棱镜的 90° 角,到机床导轨的直线度、半导体光刻机的光轴倾斜,再到航天载荷的真空对准。它是一台把角度翻译成像素位移的精密仪器。
2026-07-20







