
多波长干涉技术(MWLI)在精密光学测量中的原理与应用优势探析
在超精密光学测量领域,透明厚壁元件、大斜率自由曲面的测量始终是行业难点,传统单波长干涉技术受限于精度与量程的固有矛盾,难以满足此类复杂工件的测量需求。多波长干涉技术(MWLI)的出现,有效突破了这一技术瓶颈,凭借合成波长的独特设计,实现了纳米级测量精度与大量程的兼顾,成为超精密非接触式3D形状测量的核心技术之一。LuphoScan系列轮廓仪作为MWLI技术的工业化应用典型,其SL、HD、SD多款产品在光学透镜测量中展现出的超高精度、高稳定性与快速测量能力,进一步印证了该技术在精密光学检测领域的应用价值。本文将从技术原理、核心应用优势出发,结合精密测量领域的可靠性评价指标,对MWLI技术进行系统性解析。
一、MWLI技术的工业化应用实践
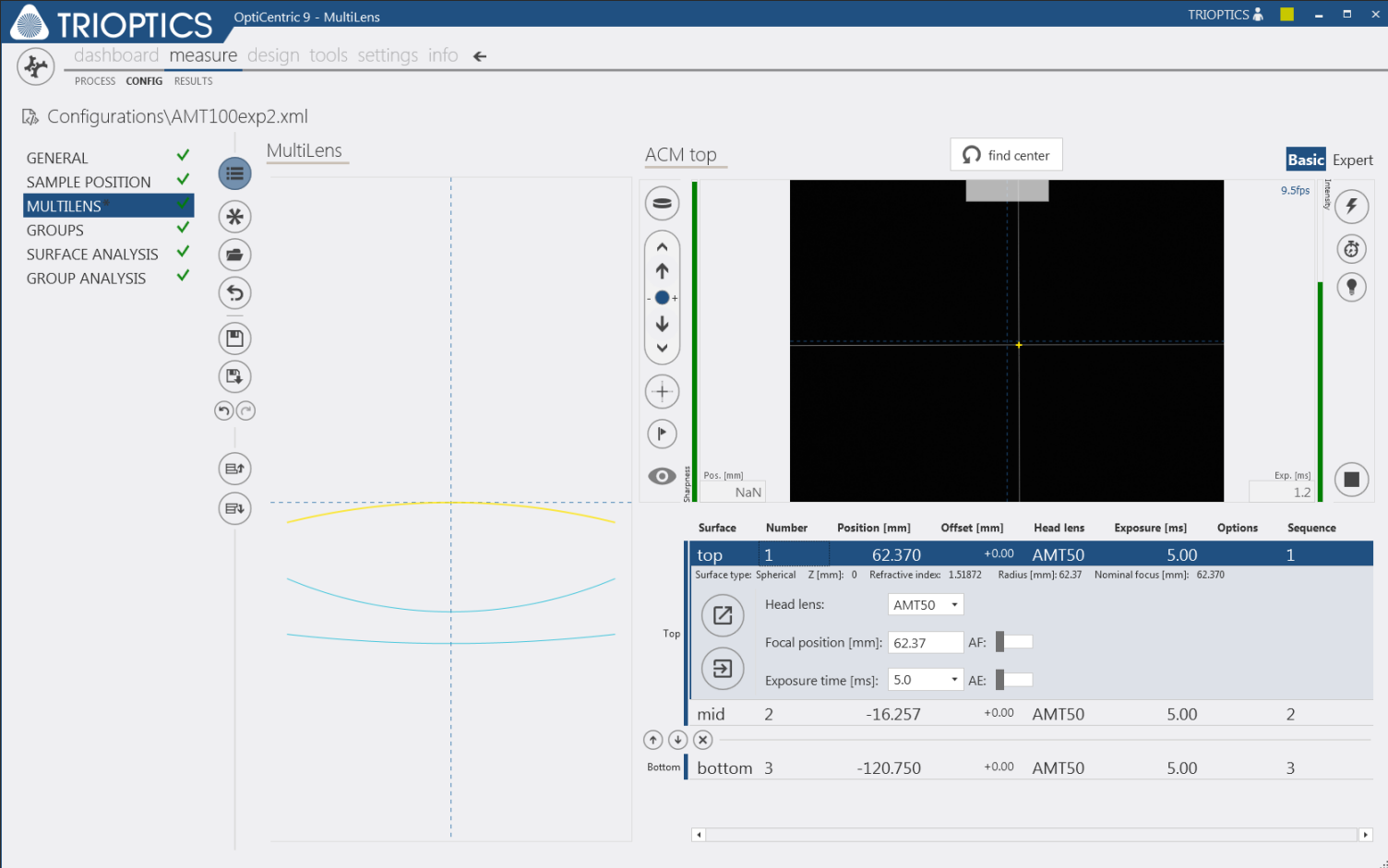
LuphoScan系列测量平台是专为旋转对称表面超精密测量设计的干涉式扫描测量系统,可实现非球面、球面、平面及自由曲面光学透镜的3D形状检测,其各款产品均依托MWLI技术实现了性能突破。其中,LuphoScanSL搭载新型探测技术,测量灵活性与速度大幅提升,光学表面单次测量时间可缩短至60秒以内,结合几何特征的全维度测量也可在120秒内完成,重复精度可达≤30nmPV(3σ),功率波动<±15nm(3σ),峰谷值(PV)波动仅<±1.5nm(3σ),展现出极致的测量稳定性;LuphoScanHD则实现了大角度测量突破,可对角度达90°的工件进行检测,绝对测量精度优于±50nm(3σ),同时支持薄至100μm的透明基底测量,兼具低噪声与高重复性的测量特性。该系列产品的性能表现,成为MWLI技术在高精度、高稳定性、快节奏工业生产测量中应用的有力佐证。
二、多波长干涉技术(MWLI)的核心工作原理
MWLI技术的核心创新,在于通过多波长光的协同工作,解决了传统单波长干涉测量中高精度与大量程无法兼得的根本性矛盾,其技术核心围绕合成波长概念与小数重合法测量流程展开。
传统单波长干涉测量的精度可达纳米级,但其测量局限性显著:当被测距离超过半个波长(λ/2)时,会出现无法确定距离“整数部分”的“相位模糊”问题,如同用刻度精密但量程极短的尺子测量长距离,难以完成有效计量。MWLI技术通过引入两个及以上不同原始波长(λ₁和λ₂),利用波长间的“拍频”效应形成合成波长(Λ),该合成波长的量程远大于单个原始波长,相当于用多把短尺构建出一把“虚拟长尺”,从根本上解决了相位模糊问题。
MWLI的标准测量流程分为两步,即“粗测”与“精测”的结合:首先以合成波长(Λ)完成粗测,由于合成波量程足够大,可精准确定被测距离的整数部分,虽粗测精度有限,但为后续测量奠定了基础;再以单个原始波长(λ)完成精测,依托单波长的纳米级精度获取被测距离的小数部分。在此基础上,技术人员可通过逐级使用更短的合成波长链进行“逐级精化”,将粗测的整数部分与精测的小数部分精准结合,最终实现纳米级测量精度与大测量量程的双重目标,这一测量过程也被称为“小数重合法”。
三、MWLI技术在复杂工件测量中的核心优势
相较于传统测量技术,MWLI技术在透明厚壁、大斜率自由曲面这类复杂光学工件测量中,能实现更高的信噪比(SNR)与厚度分辨率,其优势源于技术原理的先天设计,同时辅以优化的光路结构,让复杂工件的精准测量成为可能。
(一)测量透明厚壁:高厚度分辨率的实现路径
透明厚壁元件(如光学透镜中心厚度)的测量难点,在于光在元件前后表面及内部会发生多次反射与干涉,形成复杂的多光束干涉信号,难以有效提取真实厚度信息。传统光谱干涉法通过分析宽光谱干涉图样获取厚度,需精准分离不同界面的信号,当壁厚较大时,不同波长的干涉信号易发生混叠,且该方法对材料色散、非线性扫描高度敏感,微小偏差即会导致测量结果失准。
MWLI技术针对这一问题进行了针对性优化,其采用多个离散的特定波长替代宽光谱,将复杂的宽谱信号分析简化为特定波长的方程组求解,大幅降低了信号解析难度。通过筛选匹配的特定波长,技术人员可针对性提取来自工件前后表面的干涉信号,有效抑制内部杂散光、多次反射带来的测量噪声,让有效信号更纯净,从源头提升信噪比。
从测量原理来看,透明厚壁的厚度d、材料折射率n与不同波长λ的光强反射率R之间存在明确的函数关系,通过测量多个特定波长下的R值,可建立完整的方程组,直接求解得到厚度d。这种多方程联立求解的方式,能实现误差的互相校正,显著提升测量结果的稳定性,同时可同步获取工件表面形状与光学厚度的变化信息,厚度分辨率可达1-2nmrms,远优于传统光谱干涉法。
(二)测量大斜率自由曲面:高信噪比的技术保障
大斜率自由曲面的表面具有陡峭的特征,光线经表面反射后易偏离测量光路,导致探测器接收的光信号极弱且变化剧烈,直接造成信噪比急剧下降,这是传统测量技术面临的核心难题。传统单波长干涉技术为捕获反射光,需配备数值孔径大的显微物镜,但此类物镜景深极小,且信号仍易因表面倾斜发生丢失,测量稳定性难以保证。
MWLI技术依托合成波长的先天优势,解决了信号捕获的核心问题:合成波长(Λ)远大于单个原始波长,即使表面倾斜导致单波长相位发生剧烈变化,其对合成波长相位的影响比例也极小,如同用长尺测量微小起伏,起伏对读数的影响可忽略不计。这让合成波长测量对表面倾斜、离焦具有天然的“容忍度”,能在陡峭表面测量中稳定捕获光信号,保障基础测量精度。
同时,多数MWLI测量系统采用共光路设计,让测量光与参考光在相同光路中传输,这一设计可最大程度抵消环境振动、温度漂移等共模噪声的影响。对于大斜率自由曲面测量的复杂光路场景,共光路设计能有效维持信号的基础信噪比,避免外部环境因素对测量结果的干扰,进一步提升了复杂工况下的测量稳定性。
四、精密测量领域的可靠性评价指标:3σ
在MWLI技术的应用与工业测量设备的性能标注中,多次出现的“3σ”是精密测量领域衡量测量结果可靠性与一致性的核心统计学指标,其背后是对测量误差的科学量化,也是工业生产中判断测量结果是否可信的重要依据。
σ(西格玛)即标准差,用于描述一组测量值相对于平均值的离散程度:σ值越小,说明多次测量结果的偏差越小,测量系统的稳定性越高;σ值越大,说明测量结果波动明显,系统重复性差。而“3σ”则基于正态分布的误差规律提出,在正态分布中,±1σ涵盖约68.3%的测量值,±2σ涵盖约95.4%的测量值,±3σ则涵盖约99.7%的测量值。在工业生产与计量学中,超出±3σ范围的事件被定义为小概率事件,即基本不会发生,因此将3σ作为误差界限,是几乎覆盖所有测量情况的“保险指标”。
以LuphoScan平台的PV值变化<±1.5nm(3σ)为例,其实际含义为:对同一光学镜片进行多次重复测量,在99.7%的测量场景中,所得PV值(表面最高点与最低点的高度差)的波动范围不会超过±1.5nm,这意味着测量设备受随机误差(如微小震动、气流扰动、电路噪声)的影响极小,测量结果具有极高的稳定性。
在工程实践中,3σ重复性指标比单次测量精度更具参考价值:单次测量精度(如≤30nmPV)仅反映设备单次测量的精准程度,而3σ重复性则决定了设备的长期稳定性与测量结果的可信度,这也是超精密工业测量中,设备标注均需附带3σ指标的核心原因。
多波长干涉技术(MWLI)以合成波长为核心创新点,突破了传统单波长干涉技术精度与量程的固有矛盾,通过“粗测+精测”的小数重合法,实现了纳米级精度与大量程的兼顾。在透明厚壁、大斜率自由曲面这类传统光学测量的难点领域,MWLI技术凭借离散特定波长的方程组求解方式,剥离了复杂的干涉信号干扰,提升了厚度分辨率;依托合成波长的天然容忍度与共光路设计,稳定了光信号捕获效果,保障了高信噪比,成为复杂光学工件超精密测量的优质解决方案。
LuphoScan系列测量平台的工业化应用,充分验证了MWLI技术在精度、稳定性、测量速度上的综合优势,而3σ指标的标准化应用,也让MWLI技术的测量结果具备了科学、可量化的可靠性评价依据。在光学制造向超精密、高复杂度发展的趋势下,MWLI技术凭借其独特的技术优势,将成为光学元件研发、生产检测环节的核心技术支撑,为超精密光学制造行业的发展提供重要的测量技术保障。
-
OptoFlat® 低相干干涉仪:平面光学件的“透明陷阱”怎么破
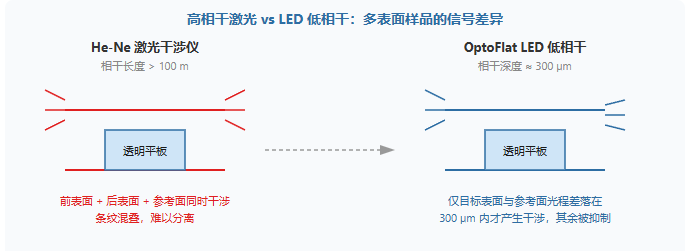
测一块双面抛光的晶圆或光学窗口,激光干涉仪的屏幕上经常飘出一团“鬼影”——前后表面同时出条纹,参考面和被测面互相抢戏,最后连 PV 值该信哪一面都说不清。OptoFlat 要做的,就是把这个“透明陷阱”关掉。
2026-07-23
-
光学窗口与平板件的平行度与透射波前检测
在激光防护窗口、红外热像仪保护窗和干涉仪分光镜中,一块看似"平整"的光学平板承载着不亚于透镜的精度要求——平行度3角秒、透射波前λ/10。平板光学件的检测与透镜检测有本质区别:没有光焦度意味着传统的焦距法和自准直法不再适用,而"平行度"和"透射波前"这两个参数也不像面形PV那样直观易懂。本文从平行度和透射波前两个核心指标出发,系统介绍平板光学件的精密检测方法。
2026-07-22
-
OptiSurf® PRO AR:AR 波导叠层的倾斜、TTV 和空气间隙,一次看清
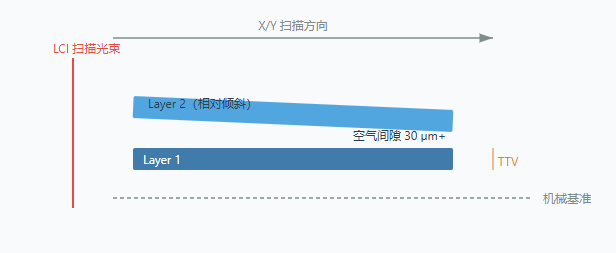
两片波导叠在一起,肉眼看贴合得不错,装上光机后却发现画面偏红的一边和偏蓝的一边错开了——这就是颜色分离。问题往往不是光栅设计本身,而是两片波导之间有一个很小的相对倾斜,或者其中一片的 TTV(总厚度变化)过大。
2026-07-22
-
【实战笔记】偏心仪数据怎么看?拿到报告先看什么、再看什么
偏心仪报告上的数字,不是孤立的数据点——它们背后有一条链式解算的逻辑链、一个参考轴的约定、一组球心像跳动的物理事实。
2026-07-22
-
TriAngle 自准直仪:一台把角度变成像素位移的"光学量角器"
在光学计量这条产品线上,TriAngle 自准直仪不像 MTF 仪或干涉仪那样自带主角光环,但它几乎出现在所有需要"对准"和"校角"的现场:从光学元件的楔角、棱镜的 90° 角,到机床导轨的直线度、半导体光刻机的光轴倾斜,再到航天载荷的真空对准。它是一台把角度翻译成像素位移的精密仪器。
2026-07-20







